
Inline Viscosity and Density Monitoring for Coil Coating Lines
Coil coating is a high-speed, precision process where fluid properties directly affect coating uniformity and…
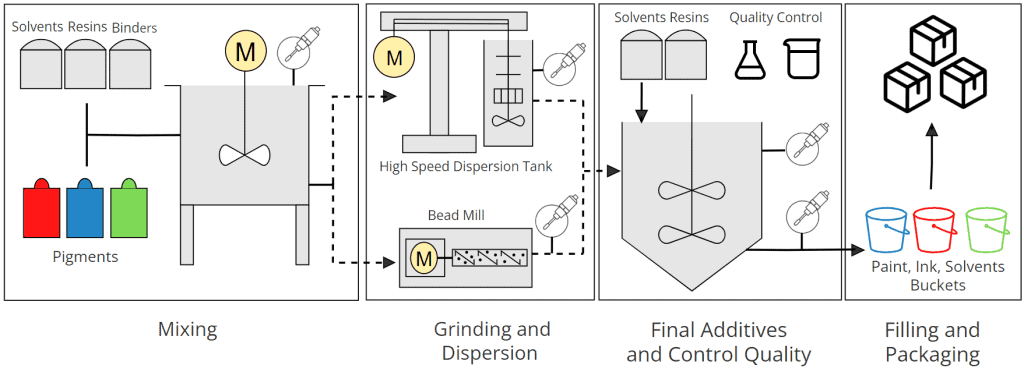
Paint, ink and coating manufacturing processes follow similar steps, from initial mixing, until final packaging or storage, requiring a grinding and dispersion process. In all stages, Rheonics sensors find a suitable use.
Rheonics offers inline sensors for viscosity and density to monitor and control all processes required for paint, ink, and coating, with unmatchable reproducibility and repeatability, allowing the full automation of the process without manual sampling.

The terms paint, ink, and coating share in common some of their raw materials and their production processes but differ in their specific properties, composition, and final applications. Let’s briefly review each in detail.
Paint
Is a homogeneous fluid mixture intended to solidify once it is applied to a surface. It can be used to color, protect, or add texture to the surface where it is applied. It can be found in different colors and with specific characteristics, such as high adhesive level, waterproof, etc. planned for different final applications. Paint is composed of pigments, solvents, resins, and other additives.
Some market leader companies in paint are [4]:
Ink
Is a liquid or paste solution that is used primarily for printing, drawing, writing, or decorative color additions to a surface. Ink is made mainly of pigments and binders, called “vehicles”, which carry the pigments. Solvents, resins, waxes, dyes, and other additive materials can be used as well, to define the ink’s thickness, viscosity, drying time, and appearance when dry.
The leading companies in ink are:
Coating
Coatings, in this context, refer to any fluid used to cover a surface, either by brushing, spraying, dipping, or rolling. The term may be similar to paints but encompasses many more types, like emulsions, enamels, lacquers, etc. Its properties also change accordingly for the final application intended.
Paint, ink, and coating in different industries
Paints, inks, and coatings are used in multiple industries as detailed in the next table.
Table 1: Paint, ink, and coating in different industries
| Industry | Paint | Ink | Coating |
|---|---|---|---|
| Automotive | Solid paint Urethane enamel Alkyd enamel Automotive clearcoat or transparent polyethylene paint Metallic paint | Pad printing ink UV-Curable inkjet inks Screen printing inks Digital printing inks | Acrylic lacquer Mineral spirits coatings Acetone and MEK |
| Food and Beverage | Epoxies | Food-grade inks | -- |
| Biomedical | -- | Conductive inks Biosensing inks | Biocompatible coatings Sugar coating Film coating |
| Packaging | -- | Gravure inks Flexographic inks | Mineral spirits coatings |
Paints, inks, and coatings share similar raw materials for their production. These materials can be pigments, solvents, resins, colorants, binders, etc. In general terms, the pigments provide the color, solvents facilitate their application, resins define the drying properties, and additives modify the unique characteristics of each product. For example, paints or coatings for the automotive industry vary completely for those used in seaship’s manufacturing processes, due to the working conditions and surface materials the paint will be exposed or applied to.
There are two types of bases for these fluids, which are water and solvent. These have a great impact on the final properties of the fluid and the environmental impact of the product.
Water-based fluids: Water-based (waterborne acrylics, and acrylic latex paints) fluids are relatively new solutions. They have the main advantage of being eco-friendly and not showing a health risk due to inhalation during application since they have a low VOC degree (Volatile Organic Compounds). They do need a longer time to dry once applied but coated surfaces are also easier to clean later.
Solvent-based fluids: Solvents-based fluids (known as alkyd or oil-based) were the only option known for some time in the past. They contain volatile organic compounds (VOC) to a high degree so they show some environmental and health risks when used. The layers obtained have a higher resistance to the environment, then these types of paints are used for harsh conditions when needed.
Pigments
Pigments are color solids used to define the color (pigment process), bulk, and other chemical and physical characteristics of the paint, inks, and coatings. The most common pigment types are:
Each has certain behaviors while mixing. For example, organic pigments can easily create agglomerates or lumps of solid in the mix, while inorganic pigments are easier to disperse.

The manufacturing process for these products can be similar in a broad production flowchart view as follows.
Throughout the complete process of paint, inks, and coatings, during production, packaging, and application, the viscosity and density of the fluid are of great relevance.
The viscosity and density are important properties of paint, ink, and coating because they define key properties like:
Real-time monitoring and management of the viscosity and density of paint, ink, and coating inline, allows users to:
Avoid manual sampling: Offline instruments and measuring methods are mostly messy, time-consuming, with low accuracy, and not suitable for historical review throughout the process. Leave the offline tools for quality control procedures only but allow complete automation with a real-time inline process viscometer to enable complete automation of the process.
Reduce errors: Complete monitoring of the fluid’s viscosity allows the detection of all variations that can cause significant changes in fluid properties. Early detection leads to early actions to reduce errors.
Tighter control: Real-time monitoring of viscosity allows the user to improve the control systems. Inline readings mean no delays or changes in fluid conditions when measured (variations in temperature, pressure, and flow affect the viscosity of a non-Newtonian fluid) which are common limitations with offline viscometers. Rheonics integrated system for control also allows incredible tight control by the addition of small quantities of solvents calculated by the systems. Review more on InkSight and PaintTrack systems.
Improve quality: The user can comply with the product specifications and properties required based on tight monitoring of viscosity, and easy comparison between previous jobs, enabling higher quality in the final product.
Rheonics offers inline sensors for viscosity and density to monitor and control all processes required for paint, ink, and coating, with unmatchable reproducibility and repeatability, allowing the full automation of the process without manual sampling.
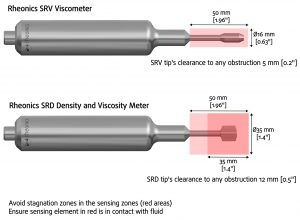
The Rheonics SRV measures viscosity and temperature, while the SRD measures density, viscosity, and temperature inline. These robust sensors are built to sustain different environments while maintaining high accuracy, and repeatable and reproducible readings.
Rheonics Type-SR sensors allow users to:

The Rheonics Type-SR sensors are used at multiple points throughout the production processes and final applications of paint, inks, and coatings. The SRV and SRD sensor probe have the next basic requirements for installation:
The SRV and SRD can be installed in lines even with diaphragm pumps that may not ensure a continuous flow.
What is always important to consider is that the sensing area of the sensor probe should not be obstructed, and should be surrounded only by the fluid of interest.
The SRD sensor probe has a requirement related to the sensing tip orientation relative to the flow line. This is relevant for perpendicular installations in pipelines. See more here: SRD fluid end orientation installation.
For fluids with temperatures 15°C higher or lower than the ambient temperature, the SRD should have an insertion of 100mm to ensure high accuracy in density readings. See more here: Ensure thermal balance in SRD resonator for density accuracy.
Paint, layers, and coatings tend to create layers, in that case, the probe should be inspected and cleaned periodically. The SRV sensor is capable of detecting when cleaning is needed.
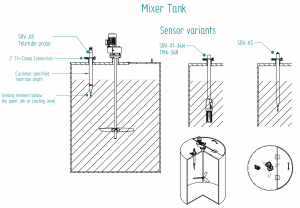
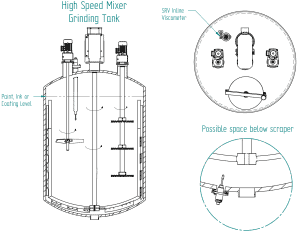
For installation in tanks or vessels, most of the time the space available is enough to ensure the sensing areas (Figure 4) are not obstructed. Sensor probes should be distanced enough from walls, mixer shafts, etc. What is important here, is to place the sensing element below the minimum fluid level to not miss any data throughout the process. The installation in tanks can be from the tank’s top, wall, or bottom.
Some considerations are:
The SRD, density and viscosity meter, is not recommended for mixing tanks as the process can add too much noise to the readings. The SRD can be installed in a storage tank (static fluid) or a recirculation line for mixing processes.
Identify existing ports to reuse for installation of the probes.
Keep the sensor probe away from a potential collision.
Paint, layers, and coatings tend to create layers, in that case, the probe should be inspected and cleaned periodically. The SRV sensor is capable of detecting when cleaning is needed.
Place the sensing element below the minimum fluid level. This can be done with a wall or bottom installation in a port lower than the minimum fluid level or from the top by varying the insertion length of a long insertion probe.
In some applications, viscosity readings are needed in tanks or vessels that are continuously changed once they are filled up. In those cases, the sensor probe is installed and fixed on an external object so they can be immersed in different tanks one by one. Care should be taken to not hit the sensing element and to clean the probe if needed between immersions. The TMA-34N accessory is a good proven solution in these cases.
The APC adaptable process connection allows to have a variable insertion length for long probes. It can be used for ambient pressure conditions to determine the better insertion length, especially during early tests.
Fluid in tanks may not have a properly defined flow, this can add noise to the readings. The baseline readings can still be obtained by using some filters in the sensor.
The mixing process is the starting point of the fabrication of paint, inks, and coatings. The mix uses a water or solvent-based fluid as a primary component, which is then mixed with additives such as pigments, binders, etc.
Initial mixing of paint, ink, and coating is usually done in tanks or vessels. These tanks have considerable space inside, with small mixers to prevent fluid from sedimenting. Space is enough to mount the sensor from the top, wall, or bottom.
A common solution is to install the probe from the top or in the lid of an open tank. Installation can be done with a TMA-34N, an SR-X5 long insertion, or an SR-X8 Teletube for longer insertions.

Figure 5: SRV long insertion viscometer with sensing element below the fluid level
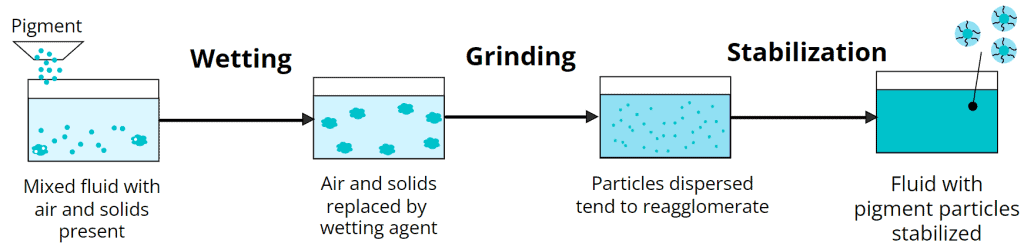
Most of the dispersion process for these fluids involves, the wetting, grinding, and stabilization (all almost at the same time) of pigments in the fluid mixed. This process is used to break any kind of possible lump or agglomeration of solids and make the mixture as thin and homogeneous as possible, which results in higher quality, color, intensity, and gloss.
Wetting the mixture means replacing any entrapped air or solid in the fluid with liquid. This fluid will need a low surface tension to favor the deagglomeration or grinding. The characteristics of the dispersing fluid depend on the pigment type used.
Grinding is used to separate or disperse the fluid mixed. Here, fluid needs to be exposed to forces higher than the attractive forces of the agglomerations to be able to break them. This is done with mechanical energy, by either shearing apart the fluid or by collisions of solid particles with the fluid.
After grinding, stabilization of the fluid is sometimes needed to avoid sedimentation, color shift, or flocculation (the adhesion of solids in the liquid) that leads to agglomeration again.
There are different methods and machinery that can be used in this process.
For some paints, industries can use high-speed dispersion tanks, with single or multi-shaft dissolvers to break down the mixture. These mixers are designed to dissolve fluids even with very high viscosity and benefit from multiple shafts or disks rotating at high speed to obtain high shearing forces.

There is limited space inside high-speed dispersion tanks due to scrapers, jacketed walls, etc. and a careful review should be made to find enough space for the installation of the SRV (SRD is not recommended for these tanks, instead install the SRD in a recirculation line). Usually, installation of the SRV is possible from the top with a long insertion variant or from the bottom if there is enough space and deposits can be avoided.
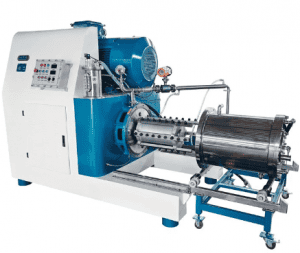
Some other paints and inks can use bead or pearl mills. These machines use vertical or horizontal rotating blades, discs, or similars, inside a drum or chamber with small particles or pearls free to move. In operation, the rotation creates collisions of the pearls against each other and with the fluid. As a result, agglomerates are smashed by the impacts, resulting in a homogeneous thinner fluid.
The viscosity and density of the paint can be measured after the bead mill process to verify the expected values have been reached. This would require an installation in line. Common examples for paint, ink, and coating are:
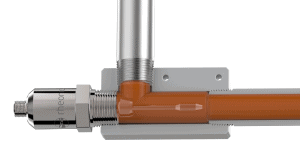
IFC-34N Flow Cell: This is a common flow cell used for the SRV and SRD in lines of 3/4” (DN20) during the production of paint, inks, and coatings. The probe is installed parallel to the flow and is recommended to have the fluid going against the sensor probe tip.

For installations in lines of DN50 or bigger, some other Rheonics accessories can be used, but installation is easier since there is enough space for the sensing areas to be surrounded by fluid.

In some other cases, a three-roller mill is used. This consists of three large steel rollers rotating in different directions. The mill is fed with the fluid and sheares apart the agglomerates or lumps as the fluid passes through the rollers.

The resulting fluid is stored in a tank, the SRV and SRD sensors can be installed in them as in a standard mixing tank from the top or wall.
Inline homogenizers are used for mixing and grinding fluids like coatings, they may be complemented with another grinding equipment or may be enough for some coatings.

The SRV and SRD sensors can be installed either upstream or downstream of an inline mixing pump. Follow the installation inline previously described.
While it is clear that the Rheonics-SR sensors are mainly designed for inline readings to achieve process control, clients can compare the values with offline instruments and traditional measurements for some of the following reasons:
Quality control
Reuse previous data – The user is familiar with a viscosity value and they expect to maintain the same number if a new sensor is used. This is a common mistake.
Viscosity and density correlations should be treated separately. For viscosity, the user should consider the following:
The viscosity value for a Newtonian fluid should be the same regardless of the sensor or measuring technology or method. Rheonics uses Newtonian NIST traceable fluids for factory calibration of sensors, and these same fluids are recommended if clients want to test the calibration of sensors.
Viscosity for a Non-Newtonian fluid, such as paints, inks, and coatings, can’t be associated with a single value. Different technologies or viscosity measuring methods will output different values since the viscosity of a fluid is dependent on the conditions at which it is measured (e.g. flow rate, shear rate, temperature, etc.). This means that rotational viscometers or Zahn cups have different viscosity values for paint, ink, and coatings when compared to the SRV or SRD viscosity readings.
Clients are capable of plotting the SRV or SRD viscosity measurements against the traditional methods and use Rheonics scaling tools to obtain a correlated value in addition to the SR- viscosity value. For paint, ink, and coatings, clients have been able to find a linear correlation between the SRV and SRD viscosity and Zahn cups traditionally used, keeping in mind a correlation works only for the same fluid.
Offline instruments can complement the inline readings of the SRV and SRD sensors.
Read more:
Regarding density readings from the SRD, the user should consider the following:
Density is a general or absolute value and should be the same regardless of the measuring technology and fluid type (Newtonian and Non-Newtonian fluids).
Density can change between states of the fluid, static or moving, if the fluid is not correctly mixed or if the fluid starts to sediment after some time.
Measuring density and viscosity inline offers advantages against other common measuring methods for coating manufacturing.
Table 2: Inline viscometer and alternative offline tools comparison
| Inline Viscometer | Efflux cup i.e. Zahn cup | Rotational viscometers | |
|---|---|---|---|
| Pros | High accuracy and repeatability of viscosity values Tracks consistency of fluid Measures the complete process Measures the fluid under real conditions Keystone for effective process control | Common method Relatively simple Low cost | Most common solution It has become a “standard” for Quality Control Rotational speed can be changed |
| Cons | Needs cleaning if deposits or layers of paint are created - Probes are easy to clean. | Very low accuracy and repeatability Prone to human errors Messy procedures | Time-consuming Not suitable for control purposes Complex procedure Error percentage generally wide (20%) |
Rheonics sensors are based on a balanced torsional resonator see the measuring principle here: Whitepaper
This technology has multiple advantages against other inline instruments in the market, like Tuning Fork Viscometer, Coriolis Density meter, Vibrating Tubes, etc.
Table 3: Comparison of various density meters based on different technologies.
| Characteristics | Measuring Technologies | |||||
| Balanced Torsional Resonator | Turning Fork | Vibrating Tubes | Ultrasonic | Microwave | Radiation | |
| Density range | 0-4 g/cc | 0-3 g/cc | 0-3 g/cc | Measures sound speed in fluid 0-4 g/cc | Measures total solids 1%-50%TS 0-2 g/cc | 0-1 g/cc |
| Density accuracy | 0.001 g/cc | 0.001 g/cc or better under defined conditions | 0.001 g/cc or better at best conditions | 0.005 g/cc | 0.005 g/cc | 0.01 g/cc |
| Viscosity rating and influence | Up to 10,000 cP Simultaneously measures fluid dynamic viscosity | Up to 50 cP Error increases (0.004 g/cc) at high viscosity fluids (200 cP) | Needs calibration for each viscosity fluid | Not measured | Not measured | Not measured |
| Pressure rating and influence | 0 to 15,000 psi (1000 bar) Fully compensated No need for calibration | 0 to 3000 psi (200 bar) Significant effect, not compensated | 0 to 750 psi (50 bar) | 0 to 1500 psi (100 bar) | 0 to 1500 psi (100 bar) | 0 to 3000 psi (200 bar) |
| Temperature rating and influence | -40 to 300 °C 0.1°C stability Small mass of sensor Isothermal conditions enable excellent density accuracy No difference in factory vs. field conditions. | -50 to 200 °C No inbuilt temperature sensor Less than 1°C stability Huge mass of sensor Needs external temperature measurement | Max. 150°C 0.1°C stability Sensor tubes wrapped in insulation with controlled heaters Fast changing temperatures lead to high errors in measurement | 0 to 150 °C | 0 to 150 °C | 0 to 400°C |
| Flow conditions | Static or flowing. No influence of flow rate on sensor operation. | Needs well defined flow regime. Needs a large adapter for each pipe diameter. | Static or flowing. Needs flow rate compensation. | Single phase fluids. Affected by presence of bubbles, solids or other impurities. | Static or flowing. No influence of flow rate. Tolerant to impurities in fluid | Single or muli phase flows. Not affected by impurities. |
| Installation | Smallest inline process density sensor in market (1” x 2.5”) Multiple process connections offered | Needs a large adapter for each pipe diameter Large sensor (2” x 10”) | Not suitable for large pipe diameters Large sensor system (10”x20”) | External and intrusive variants Big, heavy sensor Requires unique housing for small lines | External Big, heavy sensor and housing For 2” pipes or above | External For small pipes emitter and transmiter need to be placed further away Calibration required |
| Tank Installation | Compatible | Compatible | Not compatible | Compatible styles but suffer from deposits problem | Not compatible | Not compatible |
| Variants | Customizable in length (flush, short and long) and design (∅30 mm standard body and ∅19 mm variant) | Customizable in length | None | None | None | Adapts to straight pipes and bends |
| Unit costs | $ | $$ Needs frequent cleaning due to plugging and re-calibration | $$$ | $$ Calibration with fluids to define the baseline | $$ Baseline calibrations required | $$$ Baseline calibration Radiation source control regulations |
| Installation effort | 0 to Low Zero maintenance No field calibration Self cleaning design | High Frequently plugged, needs cleaning Needs re-calibration in periodic interval | Medium Needs commissioning calibration | Medium Needs commissioning calibration | Medium Needs commissioning calibration | High |
| Maintenance | None if no deposition on the sensing element | Coating failure and deposits on sensor | Frequent calibration | Frequent calibration | Frequent calibration | Frequent calibration |
| Lifetime cost to customer | $ | $$$ | $$$$$ | $$ | $ | $$ |
| Weakness | None | Huge wall effect, requires special adapters for each flow condition | Bulky installation Recalibration needed | Too sensitive to flow conditions | Low accuracy | Last one in accuracy |
Coil coating is a high-speed, precision process where fluid properties directly affect coating uniformity and…
Viscosity and density play a crucial role in medical device coatings, directly impacting product cohesion,…
Adhesive hotmelt’s viscosity is a critical property, as it directly impacts its ability to be…
Defects in glaze coating are driven by variation in glazing causing color differences, coating thickness…


