
Non-Newtonian fluid viscosity measurement with inline viscometer SRV
Many, if not most, fluids exhibit non-Newtonian behavior. A fluid is said to be non-Newtonian when its measured viscosity depends on the shear rate with which the measurement is conducted.
1. A brief introduction to non-Newtonian fluids
Viscosity is defined as the ratio of shear stress to shear rate when a fluid is subjected to uniform shearing, shown schematically in Fig. 1:

Fig. 1: A Newtonian fluid being sheared between two parallel plates
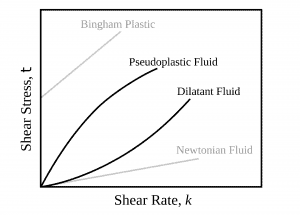
When the drag force (shear stress) is proportional to the velocity of the lower plate (shear rate), the fluid is called Newtonian. Its viscosity is proportional to the ratio of drag force to velocity. Therefore, the viscosity does not depend on how fast it is being sheared; the shear stress will simply increase to keep pace with the shear rate. The larger the ratio of shear stress to shear rate, the higher the viscosity (the two straight lines in Fig. 2 below):

Fig. 2: Behavior of Newtonian and shear-thinning fluids
Newtonian and Non Newtonian Fluids
For Newtonian fluids, changing the force you apply to the fluid will not change their viscosity. The viscosity remains constant as the force applied changes. In a Newtonian fluid the relation between shear stress and the shear rate is linear, passing through the origin, the constant of proportionality being coefficient of viscosity.
Non-Newtonian fluids have viscosities that change according to the amount of force that is applied upon the fluid. The viscosity changes as the force applied changes. In a Non-Newtonian fluid the relation between the shear stress and the shear rate is different and can even be time-dependent (Time Dependent Viscosity) – a constant coefficient of viscosity cannot be defined for Non-Newtonian fluids as its possible for Newtonian fluids.
In case of the Non-Newtonian fluids, the concept of viscosity usually used in fluid mechanics to characterize the shear proprieties of a fluid is not quite adequate. Instead, they are studied best through several other rheological proprieties that relate to stress and strain rate tensors under many different flow conditions which are measured using different devices or rheometers.
Reference – https://www.wikilectures.eu/w/Non-Newtonian_fluid (Image – Creative Commons License)
One kind of non-Newtonian behavior that is common to many fluids is that the measured viscosity decreases as the shear rate of the viscometer goes up. This is called shear thinning behavior. A shear thinning liquid’s ratio of shear stress to shear rate starts off high, but gets smaller as the shear rate increases. In Fig. 2 above, the shear thinning liquid’s shear stress vs. shear rate’s curve starts out parallel to the high viscosity fluid’s, and winds up parallel to the low viscosity fluid’s. The fluid gets thinner that faster it’s sheared.
Most fluids exhibit a non-linear relationship between shear stress and shear rate. That means that the measured viscosity is dependent on the type of viscometer used for the measurement. The SRV has a much higher shear rate than most rotational, capillary and efflux cup viscometers. Therefore, the SRV will often show a substantially different viscosity than will a laboratory rotational instrument.
The following paragraphs describe measurements of a typical shear thinning fluid, and the implications for inline measurements with the Rheonics SRV.
2. Viscosity measurements of shear-thinning materials
Concentrated detergent solutions, such as shampoos, dishwashing liquids and fabric softeners, typically show shear-thinning behavior. When a rotational viscometer, such as a Brookfield DV, is used to measure their viscosity, the indicated viscosity decreases as the spindle rotational speed increases. The following chart, Fig. 3, illustrates this shear thinning behavior:


Fig. 3 (a) A typical rotational viscometer – Brookfield DV3 (b) Indicated viscosity vs. viscometer spindle speed for fabric softening on a rotational viscometer
Although the shear rate is not well defined for most viscometers, it can be shown that the shear rate of vibrational viscometers, such as the Rheonics SRV, is more than one hundred times higher than that of a typical Brookfield, Fann, or other rotational viscometer. That means that the SRV operates on the high-shear tail of the shear rate curve. The viscosity that it indicates is significantly lower than for most other non-vibrational viscosity measurement processes.
When measured with a Rheonics SRV viscometer, the fabric softener gives an indicated viscosity of 9.7 cPs. The much lower value is traceable to the same phenomenon seen in Fig. 1, the decrease in viscosity as the spindle speed increases. The material is shear-thinning, and the shear rate of the SRV is about two orders of magnitude higher than is attainable with typical rotational viscometers. Therefore, it is impossible to get a numerical match between the SRV and rotational viscometers except for strictly Newtonian, that is, shear rate-independent fluids.
What does this mean for applications in which the fluid is highly shear-dependent? That depends strongly on what the SRV will be used for.

Fig. 4. Inline viscometer (left) and installed in a flowline adapter for inline applications
One typical use for an inline viscometer is to monitor the viscosity of a product to verify that its viscosity remains constant. Process parameters may then be adjusted by the operator to keep the viscosity within a specified range. In that case, it may be possible to derive a conversion formula that allows Rheonics SRV readings to be correlated with laboratory measurements with defined shear conditions.
Alternatively, the Rheonics SRV may be used as the sensor in a control loop to automatically adjust one or more process parameters in order to keep the product viscosity within specified limits. A typical application is in flexographic or rotogravure printing machines, in which the Rheonics SRV is used to keep the viscosity of the printing ink constant.
In either case, when highly non-Newtonian fluids, such as soap- and surfactant containing products, are being monitored or controlled, the SRV must be operated in a fluid that is flowing past the sensor. It will not give reproducible readings if simply immersed in a beaker of product. When used in a line containing flowing product, it will give a clear and reproducible response to any changes in the product viscosity.
NOTE: Flow regime (consistency) is important to get reliable & accurate monitoring in non-Newtonian process fluids. Flow the fluid across the sensor and ensure consistent flow regime by having similar fluid velocity and cross-section during all measurements.
3. Recommendations for testing applicability of Rheonics SRV to measurements with non-Newtonian fluids
When evaluating the Rheonics SRV for a particular inline measurement, it is essential to operate the SRV under actual process conditions. The SRV must be placed in a process line in which the product is flowing, and the viscosity and temperature recorded during operation of the process line.
It is absolutely essential that the SRV is NOT evaluated based on static measurements. Putting the SRV in a beaker of stationary fluid will typically not give measurements that agree with measurements taken in the actual process line with flow rates typical of operation of that process.
For applications in which there is unclear if the Rheonics SRV will provide useful measurements, please contact Rheonics to arrange a trial of one of the SRV sensors in your application.

Fig. 5. Installation of SRV & SRD in pipes
Related Blog Content

