Automating and optimizing mining operations with Rheonics Sensors and Solutions
The mining industry has always been known for its complexity and hard environments. From ore…
Combustible dust poses a significant explosion risk across industries such as food processing, chemicals, mining, and metal powders. This application note explores how Rheonics EX ia IIIC Da certified SRD density meters and SRV viscometers enhance both safety and process control in Zone 20, 21, and 22 environments under ATEX and IECEx standards. Learn how intrinsically safe inline monitoring of density and viscosity helps prevent ignition risks while improving operational efficiency and product quality.
Table of Content
The risk of dust explosions is a significant concern in many industries. Fine particulate matter, or dust, from materials like grains, sugar, wood, chemicals, and metals can become a potent fuel source when suspended in the air at the right concentration and exposed to an ignition source. For a dust explosion to occur, five conditions must be present: fuel (combustible dust), oxygen, confinement (in a vessel or building), dispersion (a dust cloud), and an ignition source. A dust explosion can lead to rapid pressure increases, catastrophic facility damage, and severe risks to personnel. As a result, using certified equipment that eliminates or controls potential ignition sources is a key part of industrial safety.
In this context, the accurate, real-time monitoring of process parameters such as density and viscosity plays a crucial role. These parameters are fundamental indicators of a material’s consistency, concentration, and flowability. Continuous, inline monitoring provides immediate data, helping operators optimize processes, ensure product quality, and reduce waste. Manual sampling, in contrast, can be slow to detect deviations and may introduce its risks or inaccuracies.
Beyond process optimization and quality control, density and viscosity data can provide a secondary layer of safety insight. For example, in grain handling, changes in material density can correlate with changes in moisture content. Moisture levels are known to influence dust generation and the explosibility of the dust. Similarly, in slurry-based processes, deviations in density or viscosity can signal issues like particle settling or blockages. If left unaddressed, these conditions could lead to abnormal dust accumulation or operational upsets, indirectly increasing the plant’s overall risk. By using certified-safe sensors to monitor these variables, operators not only ensure the sensor itself is not an ignition hazard but also get an early warning about conditions that could contribute to a broader dust explosion risk, allowing for proactive intervention.
Rheonics offers inline process density meters (SRD) and viscometers (SRV) that are designed for these challenging industrial environments. A key feature of these sensors is their EX certification, which includes approvals for use in areas where combustible dusts are present. This ensures they can be safely integrated into processes without becoming an ignition source.
To ensure the safe use of equipment in potentially explosive atmospheres, comprehensive regulatory and certification frameworks have been established. Two of the most widely recognized are the ATEX Directive in Europe and the IECEx System at the international level. Both frameworks are designed to harmonize safety standards and ensure that equipment intended for hazardous areas complies with strict safety requirements.
The ATEX Directive encompasses two main parts: Directive 1999/92/EC (also known as ATEX 137), which outlines the duties of employers to protect workers from explosive atmosphere risks, including the classification of hazardous areas into zones; and Directive 2014/34/EU (also known as ATEX 114), which specifies the essential health and safety requirements and conformity assessment procedures for equipment and protective systems intended for use in these areas. The IECEx System provides an international scheme for the certification of equipment, facilitating global trade by ensuring compliance with IEC standards.
For environments with combustible dust hazards, both ATEX and IECEx define zones based on the frequency and duration of the presence of an explosive dust-air mixture:
The level of protection afforded by equipment is designated by EPLs under IECEx and Categories under ATEX:
A critical aspect of hazardous area certification is ensuring that the maximum surface temperature of any equipment remains safely below the auto-ignition temperature of the surrounding explosive atmosphere. For combustible dusts, this is particularly nuanced. The ignition temperature of a dust layer can be significantly lower than that of a dust cloud. Dust can accumulate on equipment, forming insulating layers that may smolder or ignite at lower temperatures than a dispersed cloud. Therefore, equipment intended for dusty areas must be rated based on a maximum surface temperature that is safe for both cloud and layer ignition, with the layer ignition temperature often being the more restrictive value.
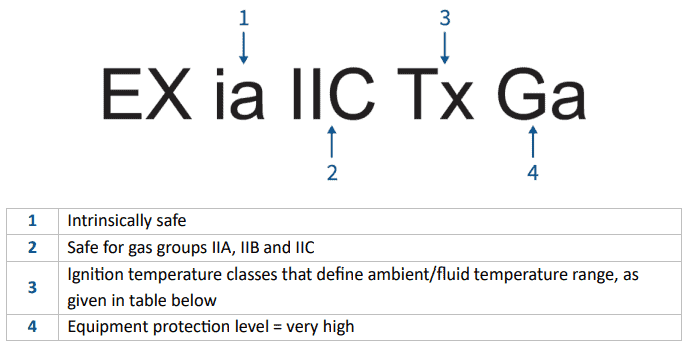
Instead of the T1-T6 classes commonly used for gases, dust certifications often specify the maximum surface temperature directly, such as Tmax 85°C or Tmax 135°C. This explicit temperature marking is crucial for users to correctly match the equipment to the specific ignition characteristics of the dust present in their facility. The certification for Rheonics sensors, for example, includes a range of specific maximum surface temperatures (e.g., T85°C, T100°C, etc., as part of the “Ex ia IIIC T… Da” marking), indicating that the selection must be carefully made based on the properties of the actual dust encountered and the ambient operating conditions. This ensures that the sensor surface will not become an ignition source for accumulated dust layers.
The fact that Rheonics sensors achieve EPL Da and are certified for Group IIIC dusts is particularly noteworthy. Certification for Group IIIC means the sensors are suitable for the most challenging conductive dusts, significantly broadening their applicability beyond just non-conductive Group IIIB dusts. Simultaneously, an EPL Da rating signifies their suitability for Zone 20, the most hazardous dust environment where explosive atmospheres are continuously or frequently present. This dual certification for the highest dust group and protection level underscores their robust safety design for a wide spectrum of demanding applications.
Intrinsic Safety (IS), or ‘Ex i’, is a protection technique applied to electrical equipment and wiring for hazardous locations. The core principle of IS is to limit the available electrical and thermal energy within the equipment and its wiring to a level below that which can cause ignition of a specific hazardous atmospheric mixture, whether it be flammable gas, vapor, or combustible dust.

This energy limitation is implemented using Zener barriers, installed in a non-hazardous (safe) area or within a certified enclosure. These barriers include components like Zener diodes to restrict voltage, resistors to limit current, and fuses to safeguard circuit elements. For Rheonics sensors, the transmitter must be placed outside the hazardous zone, while the probe can be installed in zone 0/zone 20.
Intrinsic safety is categorized into three levels, indicating the integrity of safety maintained under fault conditions:
The application of Intrinsic Safety offers several significant benefits, particularly in environments laden with combustible dust:
The effectiveness of an Intrinsic Safety system relies on the correct design and installation of the entire “IS loop,” which includes the intrinsically safe apparatus in the hazardous area (e.g., the Rheonics sensor), the associated apparatus (barrier) in the safe area, and the interconnecting wiring. The parameters of the cable (such as its maximum capacitance and inductance) and the characteristics of the sensor and barrier must all be compatible and within the limits specified in the certification documentation. Manuals – Rheonics
Rheonics offers a range of inline process sensors, including the SRD (Simultaneous Density Meter and Viscometer) and the SRV (Inline Viscometer), which are engineered for demanding industrial applications, including those with combustible dust hazards. These sensors utilize a patented balanced torsional resonator technology. The SRD measures fluid density based on the shift in the resonator’s natural frequency, while both SRD and SRV determine viscosity by measuring the damping effect the fluid exerts on the resonating element.
Key features of Rheonics SRD and SRV sensors include an all-metal construction (with options for 316L Stainless Steel or Hastelloy C22 for wetted parts), hermetically sealed designs without elastomers, and an inherent insensitivity to mounting orientation or vibrations. They also incorporate built-in fluid temperature measurement, providing comprehensive data for process control.
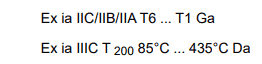
The marking for Rheonics Type-SR sensors (SRV and SRD) for dust environments is:
In dust hazardous areas (Zone 20, 21, or 22), this becomes particularly important because the sensor’s certified surface temperature rating is directly linked to its defined operational range. If the sensor is operated outside its specified limits, it may exceed its allowable surface temperature and pose an ignition risk to combustible dusts in the surrounding atmosphere.
Thus, while the primary focus is on selecting a sensor that operates within the actual process conditions, doing so also ensures that the sensor maintains its certified surface temperature classification. Always consult Rheonics documentation to confirm compatibility with both temperature conditions and the ignition properties of the dust present in your installation.
Rheonics SRD and SRV sensors, with EX certifications, are well-suited for a multitude of applications across industries where combustible dust poses a significant risk. Their ability to provide real-time, inline density and/or viscosity data allows for enhanced process control, improved product quality, increased efficiency, and, crucially, safer operations.
SRD/SRV Application:
SRD/SRV Application:

SRD/SRV Application:
SRD/SRV Application:
SRD/SRV Application:
SRD/SRV Application:
SRD/SRV Application:
SRD/SRV Application:
SRD/SRV Application:
The following table provides a consolidated overview of the suitability of Rheonics SRD (inline density and viscosity meter) and SRV (inline viscometer) EX-certified sensors for key applications in combustible dust environments. This table is intended to serve as a quick reference guide for engineers and safety professionals.
Reference Table: Suitability of Rheonics SRD & SRV EX Certified Sensors for Applications in Combustible Dust Environments
| Industry Segment | Specific Application / Process | Common Combustible Dust Type(s) & Characteristics | Typical Dust Group (ATEX/IECEx) | Typical Hazardous Zone (ATEX/IECEx) | Recommended Rheonics Sensor | Key Process Parameters Monitored | Benefits & Suitability Notes for Rheonics Sensor | Relevant Rheonics Dust Certification Aspect |
|---|---|---|---|---|---|---|---|---|
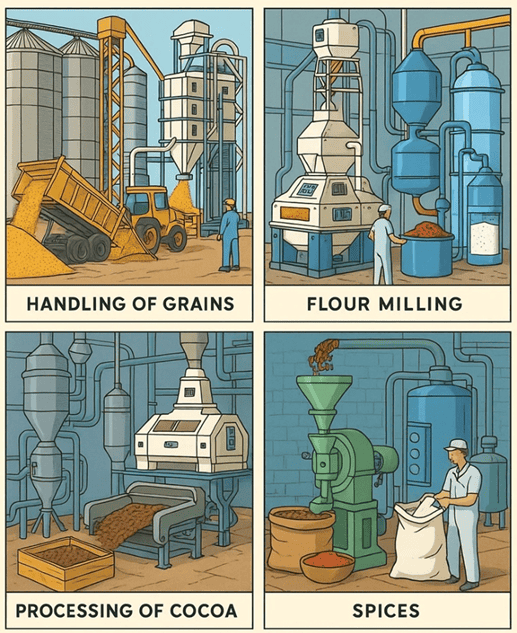
| Food & Agriculture | Flour Milling - Grain Conditioning & Dough Mixing | Wheat Flour, Corn Starch - fine, organic | IIIB | Zone 20, 21, 22 | SRD, SRV | Density, Viscosity, Temperature, Moisture Inference | Optimize moisture for milling via density; control dough viscosity for consistency. Hygienic design available. Safe for continuous dust presence. | Ex ia IIIC T135∘C Da (example, verify specific T based on application) |
| Sugar Refining - Crystallization & Syrup Concentration | Sugar Dust - fine, organic | IIIB | Zone 20, 21 | SRD | Density, Concentration (Brix), Viscosity | Monitor crystal growth, control syrup concentration. Hygienic design. Safe in high dust areas. | Ex ia IIIC T100∘C Da (example, verify specific T) | |
| Powdered Milk Production - Spray Drying & Powder Handling | Milk Powder - fine, organic | IIIB | Zone 20, 21 | SRD | Density, Viscosity (of concentrate) | Control concentrate feed to dryer; monitor powder bulk density. Hygienic. Safe for explosive powder. | Ex ia IIIC T135∘C Da (example, verify specific T) | |
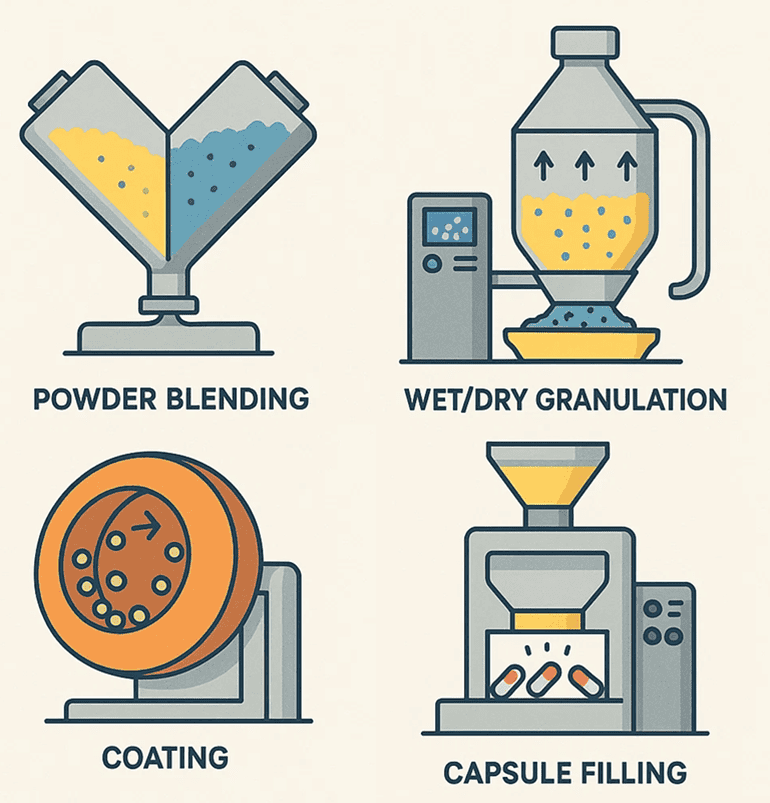
| Pharmaceuticals | Powder Blending & Granulation | APIs, Excipients (Lactose, Starch) - fine, potent | IIIB (potentially IIIC for some excipients) | Zone 20, 21 | SRD, SRV | Density, Viscosity, Blend Homogeneity | Ensure blend uniformity via density; control granulation liquid viscosity. IS for easy cleaning. Max safety for potent dusts. | Ex ia IIIC T85∘C Da (example, verify specific T) |
| Tablet Coating | Coating Polymers, Pigments - fine | IIIB | Zone 21, 22 | SRV | Viscosity, Temperature | Maintain consistent coating solution viscosity for uniform tablet weight gain and appearance. | Ex ia IIIC T85∘C Da (example, verify specific T) | |
| Chemical Processing | Polymer Powder Production & Handling | Polyethylene, Polypropylene Powders - fine | IIIB | Zone 20, 21 | SRD | Bulk Density, Flow properties (inferred) | Monitor powder density for consistency and packing. Safe for flammable polymer dusts. | Ex ia IIIC T135∘C Da (example, verify specific T) |
| Carbon Black Handling | Carbon Black - very fine, conductive | IIIC | Zone 20, 21 | SRD | Slurry Density, Bulk Density | Monitor density in production and handling. Essential IIIC rating for conductive dust. | Ex ia IIIC T200∘C Da (example, verify specific T) | |
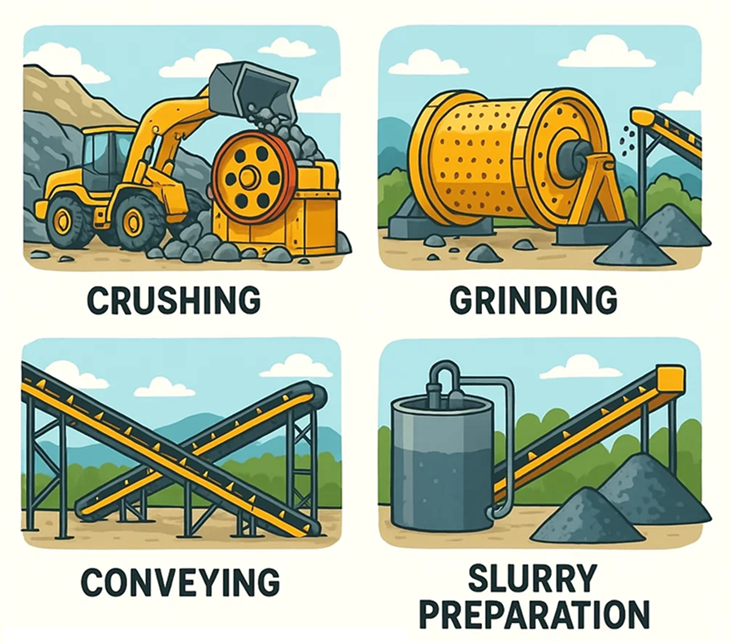
| Mining & Minerals | Coal Slurry Transport & Preparation | Coal Dust - fine, conductive, abrasive | IIIC | Zone 20, 21 | SRD | Slurry Density, Solids Content, Viscosity | Optimize slurry density for pumping; monitor for safety. Robust for abrasives. Essential IIIC & Da for coal. | Ex ia IIIC T135∘C Da (example, verify specific T) |
| Metallic Ore Processing (e.g., Grinding Circuits) | Metal Sulfide Ores - fine, potentially conductive, abrasive | IIIC / IIIB | Zone 21, 22 | SRD | Slurry Density, Solids Content | Control grinding circuit density for efficiency. Robust. IIIC if conductive. | Ex ia IIIC T200∘C Da (example, verify specific T) | |
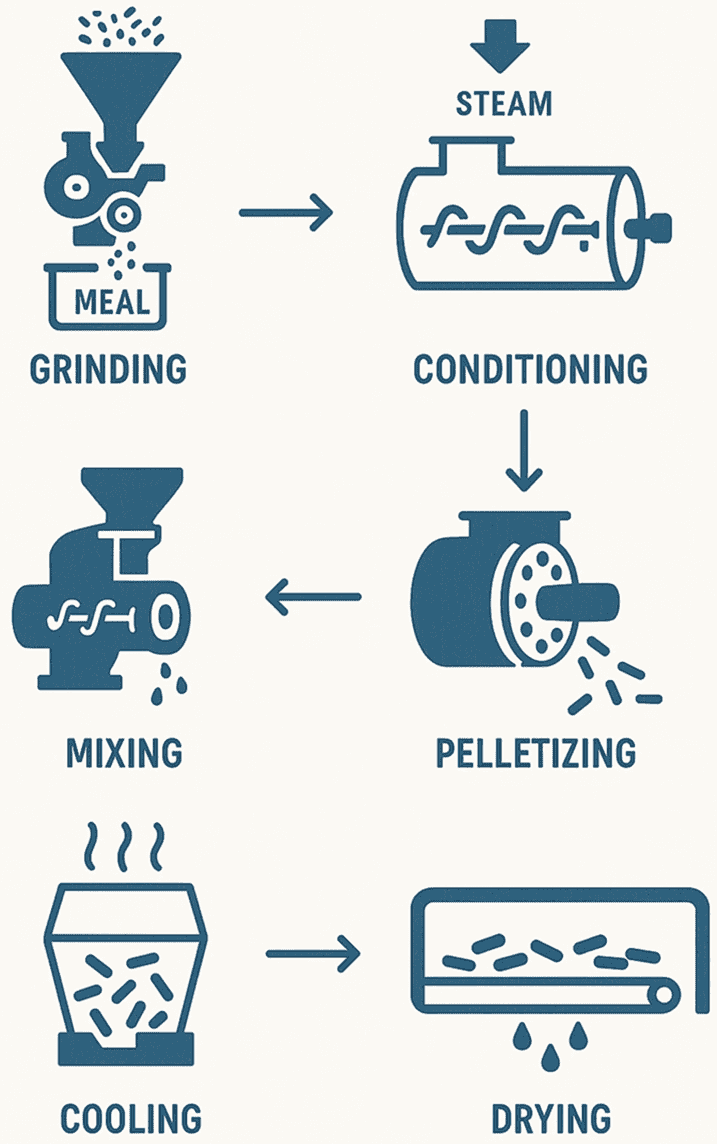
| Animal Feed Production | Mash Conditioning for Pelletizing | Grain Dusts, Protein Meals - organic | IIIB | Zone 21, 22 | SRV, SRD | Viscosity, Density, Moisture (inferred) | Optimize mash viscosity/density by controlling steam/moisture for durable pellets. | Ex ia IIIC T100∘C Da (example, verify specific T) |
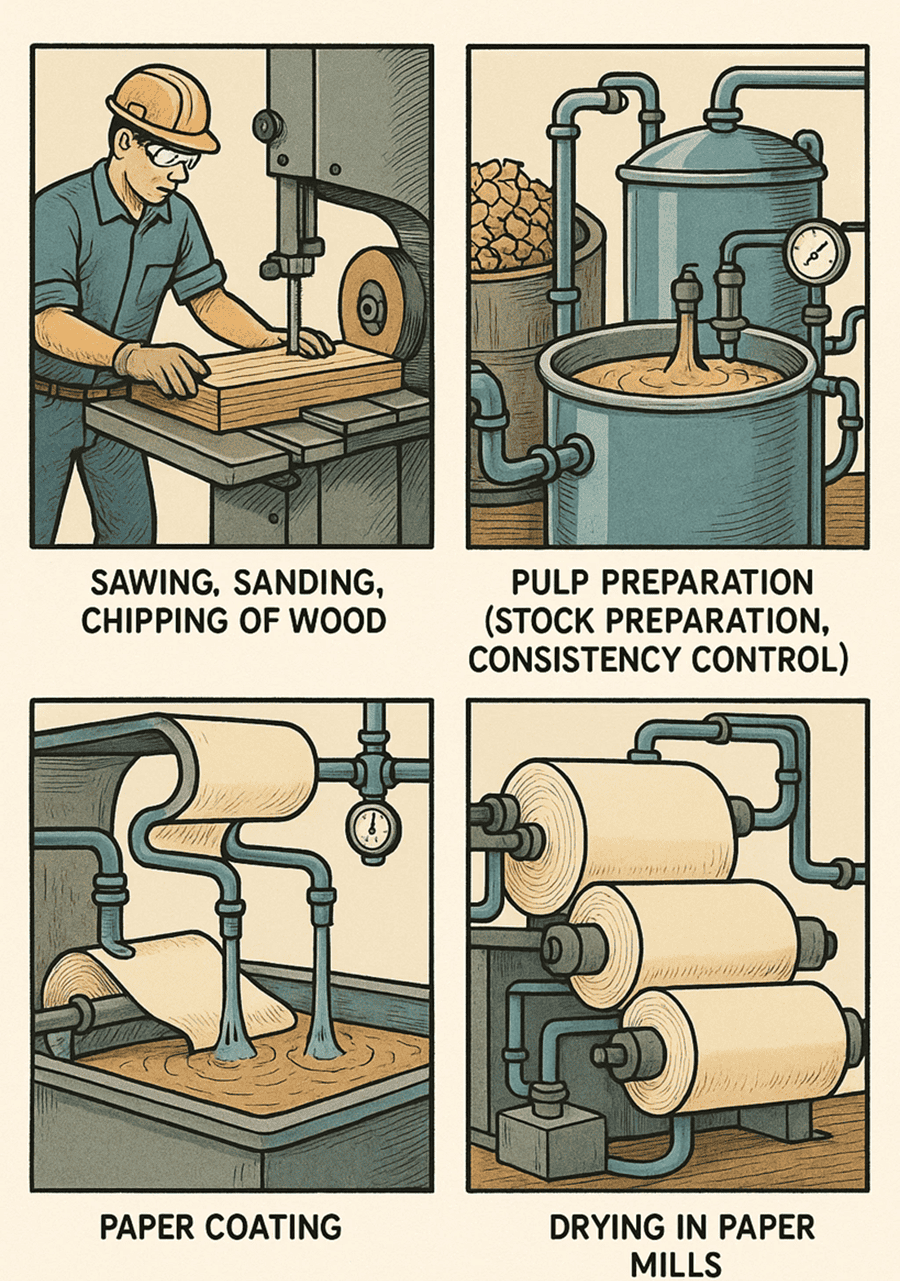
| Wood Processing & Paper | Wood Dust Extraction & Silo Storage | Wood Dust, Sawdust - organic | IIIB | Zone 20, 21 | SRD (for chip density/moisture) | Bulk Density, Moisture (inferred) | Monitor chip density for digester feed. Safe for highly flammable wood dust. | Ex ia IIIC T135∘C Da (example, verify specific T) |
| Paper Pulp Stock Preparation | Cellulose Fibers - organic | IIIA / IIIB | Zone 21, 22 | SRD | Pulp Consistency (Density) | Control pulp consistency for paper machine feed. | Ex ia IIIC T100∘C Da (example, verify specific T) | |
| Metal Powders & Additive Manufacturing | Aluminum/Titanium Powder Handling & Sieving | Aluminum, Titanium Powders - very fine, highly conductive | IIIC | Zone 20, 21 | SRD, SRV (for slurries) | Bulk Density, Slurry Viscosity/Density | Critical safety for handling highly explosive metal powders. Highest EPL & IIIC essential. | Ex ia IIIC T200∘C Da (example, verify specific T) |
| Paints & Coatings | Powder Coating Manufacturing (Grinding/Mixing) | Polymer Resins, Pigments - organic | IIIB | Zone 20, 21 | SRD (for blend density), SRV (for liquid precursors) | Density, Viscosity | Ensure blend homogeneity; control precursor viscosity. Safe for paint powder production. | Ex ia IIIC T135∘C Da (example, verify specific T) |
| Fertilizer Manufacturing | Granular Fertilizer Production (Drying/Coating) | Ammonium Nitrate, Urea, Potash Dusts - organic/inorganic | IIIB | Zone 21, 22 | SRD, SRV (for melts/slurries) | Density, Viscosity, Moisture (inferred) | Control slurry/melt viscosity for granulation; monitor bulk density of granules. | Ex ia IIIC T135∘C Da (example, verify specific T) |
Note: The specific Tmax value (e.g., T85C, T100C, T135C, T200C, T285C, T485C) from the sensor’s certification must be chosen based on the actual ignition temperature of the specific dust and the maximum ambient/process temperatures. Consult Rheonics documentation for precise selection.
The safe and effective use of any EX-certified equipment, including Rheonics SRD and SRV sensors, hinges on correct installation, operation, and maintenance in strict accordance with the manufacturer’s instructions and relevant hazardous area standards. Rheonics Manuals
It is imperative that all personnel involved in the installation, commissioning, operation, and maintenance of Rheonics sensors in hazardous areas thoroughly read and adhere to the specific EX installation manual provided by Rheonics. These manuals contain critical information regarding wiring procedures, selection of compatible associated apparatus (barriers), and any “special conditions for safe use” that must be observed. Often, EX certificates will bear an ‘X’ suffix (e.g., TÜV 19 ATEX 8332 X, or IECEx TUR 19.0005X ). This ‘X’ indicates that there are specific conditions, detailed in the certificate schedule or the instruction manual, that are essential for maintaining the safety integrity of the installation. These conditions might include limitations on cable parameters, requirements for mechanical protection, or specific ambient temperature ranges. Failure to comply with these conditions can invalidate the certification and compromise safety.
Rheonics SRD and SRV sensors are certified as intrinsically safe ‘Ex ia’ devices. This means they form part of an intrinsically safe system. Key considerations include:
The risk posed by combustible dust in industrial settings demands a rigorous approach to safety, with the selection of appropriately certified equipment being a critical component. It is essential to recognize that not all EX certifications are equivalent; dust-specific considerations such as hazardous area Zones (20, 21, 22), Dust Groups (IIIA, IIIB, IIIC), Equipment Protection Levels (Da, Db, Dc), and crucially, the maximum surface temperature limitations considering dust layer ignition, are paramount for ensuring safety.
Rheonics SRD inline density and viscosity meters and SRV inline viscometers offer advanced measurement technology combined with robust construction. Most importantly for applications in dusty environments, these sensors carry comprehensive and high-level EX certifications, specifically Ex ia IIIC T(range)° C Da. This marking signifies their suitability for use with all types of combustible dusts, including conductive ones (Group IIIC), and in the most hazardous Zone 20 locations (EPL Da), with intrinsic safety ‘ia’ providing the highest level of fault tolerance. The specified range of maximum surface temperatures allows for precise matching to the ignition characteristics of the specific dust hazard.
The adoption of these certified sensors brings multiple benefits. Foremost is the enhanced safety, as the intrinsic safety design prevents the sensor from becoming an ignition source. Beyond this primary safety function, the real-time density and viscosity data provided by Rheonics sensors enable significant improvements in process efficiency, product quality consistency, and can lead to reduced waste and optimized resource utilization. The operational advantages, such as the potential for easier maintenance due to the nature of intrinsic safety, further contribute to their value.
Rheonics does not perform hazardous area classification. Rheonics’ scope is limited to the Ex certification of its own sensors and the applicable gas group, temperature classification, and dust classification stated in the product documentation. The assessment and endorsement of hazardous area zoning—whether for gas/vapor or dust hazards—must be carried out by a qualified and authorized entity in accordance with applicable standards and regulations.
The mining industry has always been known for its complexity and hard environments. From ore…
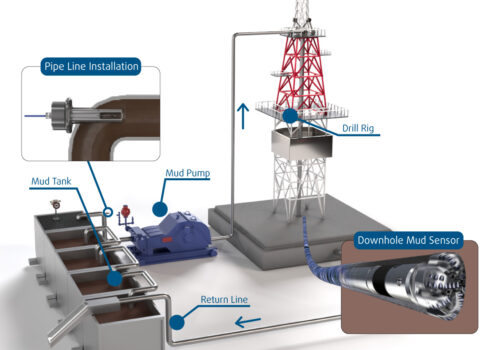
Drilling mud density and viscosity are critical parameters that directly influence drilling performance, borehole stability,…
Density and Concentration are critical parameters in Brine Lithium Extraction process for monitoring and control…
The ability to monitor and control slurry viscosity is key to investment casting. Process instrumentation…