
Inline Viscosity Monitoring for Atomization Applications
Atomization is a process used to break up a liquid into fine droplets, usually done…
Mayonnaise, a globally enjoyed condiment, is a classic oil-in-water emulsion, distinct from water-in-oil emulsions like butter and margarine. Its rheological properties, which influence consumer perception of texture and flavor, are crucial for its functionality in various culinary applications, from salads to sandwiches. Understanding these properties is essential for maintaining consistent quality and meeting consumer expectations.

Figure 1: A wide range of Mayonnaise is produced, sold and consumed around the world.
Table of Content
Traditional mayonnaise production involves carefully blending egg yolk, vinegar, oil, spices, and optional ingredients. The resulting emulsion’s viscoelastic properties stem from the closely packed oil droplets within the continuous phase. Mayonnaise exhibits time-dependent, pseudoplastic, and thixotropic behavior, meaning its viscosity changes with shear rate and time. Codex Alimentarius Commission standards stipulate that full-fat mayonnaise must contain at least 78.5% total fat and 6% pure egg yolk, with egg yolk serving as a key emulsifier due to its phospholipids and lipoproteins.
The emulsifying properties of egg yolk lipoproteins arise from their flexible structure, facilitating interaction at oil-water interfaces. Flavoring ingredients like vinegar, salt, sugar, and mustard also contribute to the emulsion’s physical stability. Vinegar, typically used at 5-10% strength, creates a low pH environment (around 3.8-4.0) that, combined with low water activity, inhibits bacterial growth in full-fat mayonnaise.
The increasing consumer demand for low-fat options has spurred the development of reduced-fat mayonnaise formulations. However, reducing fat content disrupts this delicate balance, often requiring the addition of fat replacers like polysaccharides, gums, and starches to mimic the texture and mouthfeel of full-fat mayonnaise. These changes can significantly impact the emulsion’s viscosity and stability, making it challenging to maintain consistency across batches. As mayonnaise recipes evolve, particularly with the rise of low-fat versions, the complexity of ingredient sourcing and the variability of raw material quality become even more pronounced. This makes inline process monitoring, especially of viscosity, absolutely essential for maintaining consistent end-product quality.
Here’s why:
Ingredient Variability: Even seemingly minor changes in ingredient sourcing can have a significant impact on the final product. For example, different varieties of oil, eggs from different suppliers, or variations in the composition of fat replacers can all affect the emulsion’s properties.
Recipe Complexity: Low-fat mayonnaise formulations often involve a wider range of ingredients, including stabilizers, thickeners, and fat replacers. Each of these adds another layer of complexity and potential variability.
Process Sensitivity: The emulsification process is highly sensitive to variations in raw materials. Even small changes in ingredient quality or proportions can lead to inconsistencies in viscosity, texture, and stability.
Inline process viscosity monitoring becomes critical in this context. By providing real-time measurements of the emulsion’s viscosity during production, manufacturers can ensure that low-fat versions achieve the desired rheological properties and maintain repeatable consistency. This allows for immediate adjustments to the process, such as altering the ratio of ingredients or modifying processing parameters, to compensate for the changes introduced by fat reduction. Ultimately, inline viscosity monitoring enables the production of low-fat mayonnaise that meets consumer expectations for quality and sensory experience while ensuring consistent performance in various applications.
Real-time Feedback: Inline viscosity monitoring provides immediate insights into how changes in ingredients or processing parameters are affecting the emulsion.
Early Detection: It allows manufacturers to detect deviations from the target viscosity early in the process, before large batches of out-of-spec product are produced.
Adaptive Control: Real-time data enables adjustments to the mixing process (e.g., mixing speed, emulsification time, ingredient addition rates) to compensate for variations in raw materials and maintain consistent product quality.
Reduced Waste: By identifying and correcting issues early, inline monitoring minimizes product waste and rework.
Consistent Quality: Ultimately, it ensures that regardless of ingredient variations, the final product consistently meets the desired quality standards.
In essence, as mayonnaise recipes become more complex and ingredient sourcing more diverse, inline process monitoring becomes an indispensable tool for ensuring repeatable consistency and delivering a high-quality product to consumers.
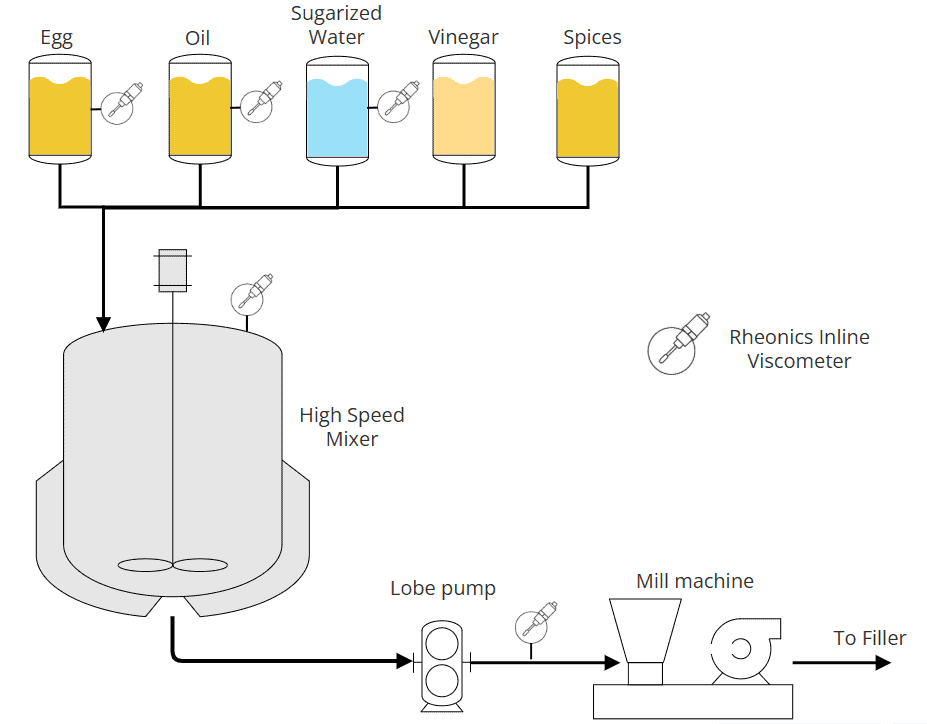
Figure 2: Mayonnaise production process flow chart.
Industrial production of mayonnaise uses equipment such as
Beater/Mixing Machines: Mechanically agitate and blend ingredients, often used in pre-mixing stages or for less intensive mixing than homogenization.
Colloid Mills: Utilize high shear forces between a rotating and stationary element to finely disperse particles and create stable emulsions or dispersions.
High-Pressure Homogenizers: Force fluids through a narrow gap at extremely high pressure, creating very small and uniform particle sizes for stable emulsions and dispersions.
Votators or Scrape Surface Heat Exchangers (SSHE): used for heat exchange with high viscosity products like Mayonnaise, peanut butter, etc.
Oil, egg yolks, vinegar, and other ingredients (lemon juice, mustard, spices) are prepared and pre-mixed.
Mixing Monitoring: An SRV could be placed after the pre-mixing stage to monitor the initial viscosity of the mixture before emulsification. This can help ensure consistency in the starting point of the process.
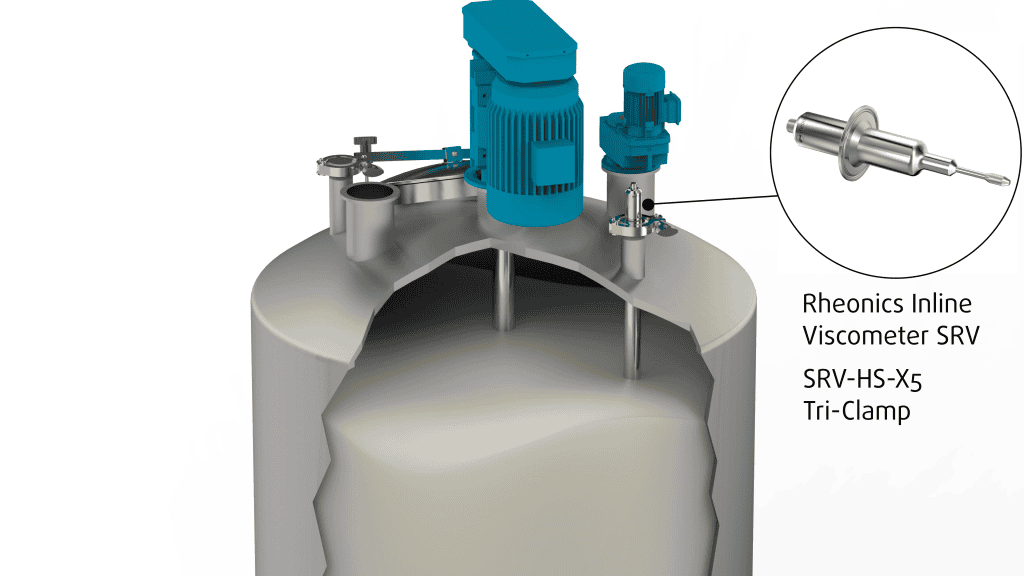
Figure 3: Rheonics Inline Viscometer SRV installed in mixing tank.
The ingredients are pumped into a high-shear mixer or homogenizer to create a stable emulsion. This is where the oil droplets are dispersed evenly throughout the mixture.
Emulsification monitoring: It’s crucial to have an SRV after the emulsifier. This measures the viscosity of the fully formed emulsion, which is the key quality parameter. The sensor should be placed in a section of pipe with stable flow to get a representative measurement.
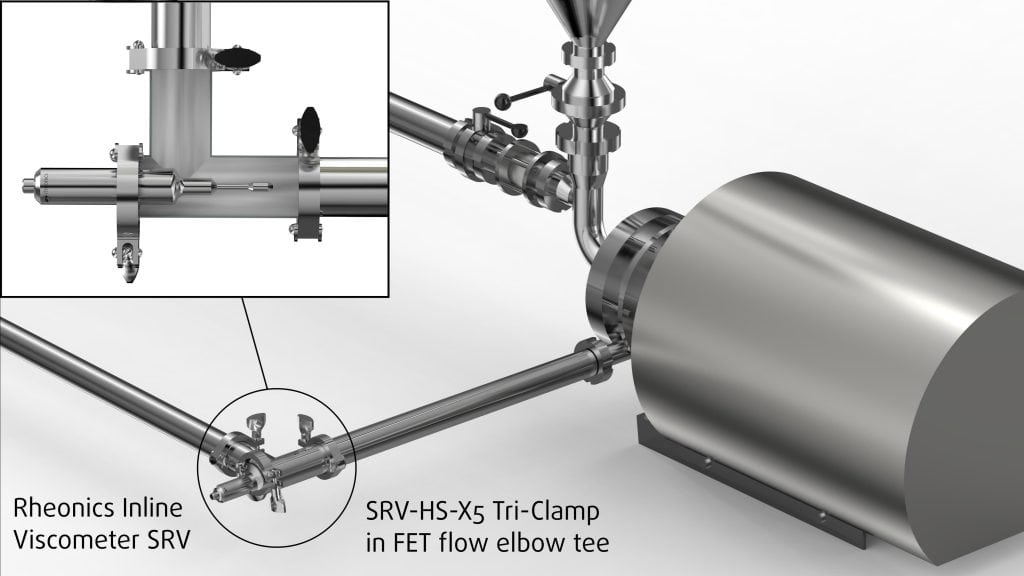
Figure 4: Rheonics SRV mounted in an FET after high shear mixer.
The emulsified mayonnaise is cooled to prevent bacterial growth and maintain quality.
End-product consistency monitoring (Optional): Depending on the cooling process and its potential impact on viscosity, an SRV could be placed after the cooling stage to monitor the final viscosity of the cooled product.
The viscosity of the mayonnaise is checked to ensure it meets quality standards.
Sensor Data Integration: The SRV’s output is integrated with the quality control system. This allows for real-time monitoring and automated adjustments to the process if the viscosity deviates from the target range.
The finished mayonnaise is packaged into jars, bottles, or other containers.
Filling line (Optional): In some cases, an SRV could be placed just before the packaging stage to provide a final viscosity check before the product is filled.
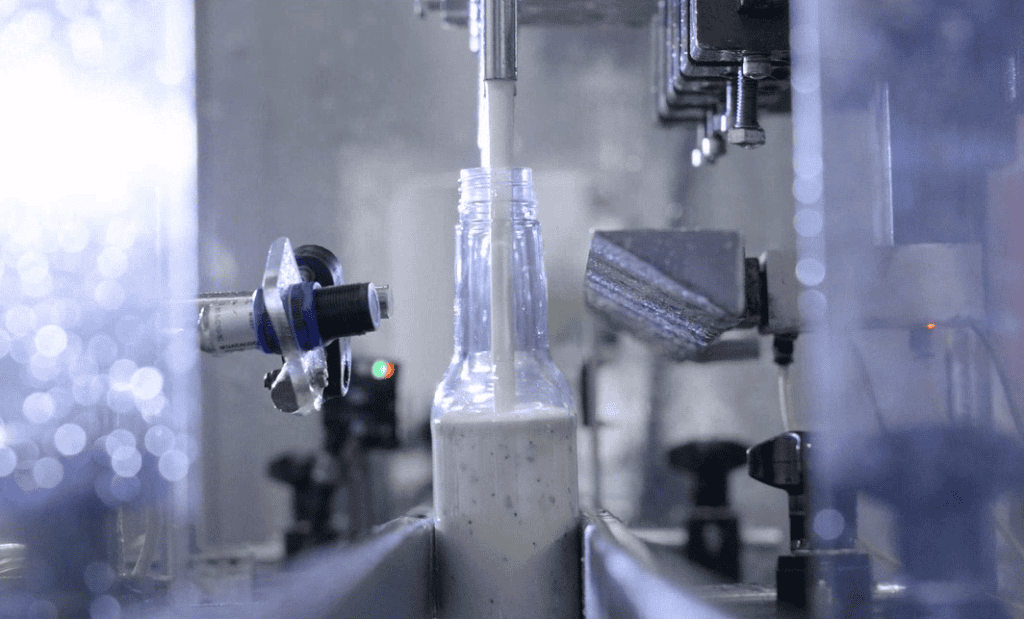
Figure 5: Mayonnaise filling lines .
Flow Regime: The SRV should be installed in a section of pipe with stable, fully developed flow. Avoid areas with turbulence, swirling, or significant changes in pipe diameter.
Shear Rate: Mayonnaise is shear-thinning, so its viscosity depends on the shear rate. Consider the shear rate at the sensor location and how it relates to the desired viscosity characteristics of the final product. Ensuring measurements at similar flow rates allows for better comparison.
Accessibility: The sensor should be installed in a location that allows for easy access for maintenance and cleaning.
Temperature: Temperature affects viscosity, so the sensor should be placed in a location where the temperature is stable or can be accurately measured and compensated for.

Figure 6: Rheonics Inline Viscometer SRV short probe with Tri-Clamp. SRV-HD-X3-15T.
Real-time Feedback: Continuous monitoring allows for immediate detection of viscosity deviations.
Process Optimization: Real-time data enables adjustments to the process (e.g., ingredient ratios, emulsification speed, cooling rate) to maintain target viscosity.
Quality Control: Ensures consistent product quality and reduces the need for manual sampling and lab testing.
Efficiency: Reduces waste, rework, and downtime associated with out-of-specification product.
By strategically placing SRV sensors in the mayonnaise production line, manufacturers can gain valuable insights into their process and achieve better control over product quality.
When ingredients replacement is a key factor such as in low-fat or vegan (plant protein), cholesterol-free ingredients, the creaming property as well as the longer term development of color and consistency become crucial making longer term monitoring of consistency important to ensure long shelf life.

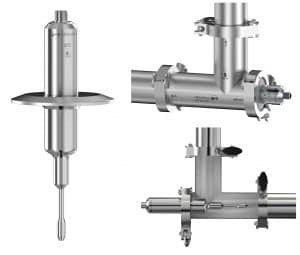
Figure 7: Rheonics Inline Viscometer SRV short probe with Tri-Clamp. SRV-HD-X3-15T.
The world of Mayonnaise is wide and diverse. By market share it is second only to sauce in condiments.
Specific Defects and Their Causes:
Troubleshooting and Solutions:
Regulatory and Standards:
Specific to Low-Fat Mayonnaise:
Key Mayonnaise Producing Countries:
Key Mayonnaise Companies:
Important Considerations:
It’s worth noting that the mayonnaise market is constantly evolving, with new products and brands emerging all the time. Consumer trends, such as the increasing demand for healthier options and unique flavors, are also shaping the industry.
Atomization is a process used to break up a liquid into fine droplets, usually done…
For process engineers, it's essential to develop an efficient and reliable method to monitor and…
The process of converting liquid milk into dry powder involves removing most of the water…
Texture and product consistency are of utmost importance to customer - in manufacturing, viscosity is…


