
Inline Viscosity Monitoring for Atomization Applications
Atomization is a process used to break up a liquid into fine droplets, usually done…

Table of Content
Cheese is a staple diet in many parts of the world. Consumers value taste and texture highly. Adding to texture’s importance is the intricate manner in which it interacts with its higher profile teammates: taste, aroma and flavor. With increased competition, there is a growing emphasis on production efficiency and product quality, the use of process control to achieve these aims is becoming universal, resulting in benefits such as improved product quality, reduced waste, reduced material and energy costs, optimization of processing time and greater process flexibility.
Cheese making is a highly standardized procedure during which milk is converted into various types of cheese through enzymatic destabilization of casein proteins to form curd. However, the scale of this process varies widely from producer to producer. Cheese can be manufactured in large commercial dairy plants in tanks that fill an entire room, artfully crafted in small artisan vats, or made in a large pot in a residential garage. Regardless of the scale, accurate cutting time determination is extremely important to both the quality and the quantity of cheese being produced.
In diary food processing, the quality of the end product is highly dependent on that of the raw material(s) used, type and characteristics of ingredients used and the processing methodology and technology used. Raw materials can vary due to seasonal fluctuations (as with milk), there are particular advantages in using sensors which determine the dynamic state of a process on-line and in real time.

Figure 1: Cylindrical coagulators for curd processing (Source – GEA)
Cheese is defined as the fresh or ripened product obtained by coagulation of milk and subsequent separation of the liquid and solid phases constituting the milk coagulum called whey and curd, respectively. The curd is further processed into cheese. Formation of a milk gel and cutting the gel into curd grains to allow whey separation are two major unit operations in cheese making. The first step of gel formation consists of casein micelle colloidal destabilization owing to chemical modification of the protective k-casein hairy coat by the coagulating agents. The second step consists of aggregation of the destabilized casein micelles to form the gel network. Further cross-linking of casein micelles results in the development of a firm gel.
For most cheese types, whey and curd separation does not take place spontaneously and requires cutting the gel into small cubes (curd grains). This operation increases the gel surface/volume ratio, allowing the whey to escape while curd grains contract.
The retention rate of milk solids in curd highly depends on the cutting firmness of the gel. The solids retention rate or “vat yield’’, contrary to the overall cheese yield, specifically measures the performance of the coagulation step and represents the efficiency of coagulation and gel cutting steps to convert milk into cheese curds.
Coagulation monitoring
The milk coagulation process, in particular during cheese production, has received a great deal of attention. Real-time estimation of curd firming and prediction of cutting time are essential for milk coagulation control during cheese making. Changes in the composition of milk and coagulation conditions exert a significant impact on the hardness of the curd and, therefore, cutting time.
Smaller-scale factories tend to have more flexible production schedules, which help increase the variability of the duration of coagulation processes. Conversely, the large factories are strongly automated, and production schemes are perfectly programmed, which often prevents cutting time modification. They resort to milk standardization for control. But unfortunately, there is always some risk of changes in processing conditions and human errors, which could result in significant economic losses as a result of the large-scale production sequence.
An inline sensor monitoring the evolution of coagulation and hardness of the curd could provide real-time information that would allow operators to take appropriate measures to minimize the loss of fat and fines.
What is ‘cut time’ and why is cutting time so important?
In cheese-making, the coagulum needs to be cut when it has become sufficiently firm to form discrete particles, which expel whey without fragmenting. For this reason, the moment of curd cutting occurs some time later than the point of gelation. This implies a need to measure the firmness of a gel as it forms and up to the point where it is ready to synerese.
Coagulation is complete when a firm gel has been formed from the aggregated proteins. This point is known as the “cut time”, or the stage at which the gel must be cut to separate the curd from the liquid whey. When the gel is cut, it then undergoes syneresis, a process by which it expels the liquid whey proteins. When syneresis is completed, the final product is curd particles suspended in liquid whey.
Cutting time (CT) selection depends on rheological and microstructural properties of gels, such as coagulum firmness and rearrangement capability that, in turn, depend on coagulation factors, milk composition, and milk pre-treatment.
For this reason, CT selection greatly affects the moisture, yield, and quality of cheese and whey fat losses. Cutting and stirring speeds can also exert a marked impact on curd particle size and/or fat losses to the whey at draining. At constant cutting and stirring speeds, cutting the gel too soon enhances the mechanical impact of cutting and stirring operations on curd grains, which increases curd fines and whey fat losses, decreasing cheese yield.
By contrast, delaying CT tends to produce the opposite effect on cheese yield. But, excessive delay in cutting also produces an overly firm gel, unable to collapse, which increases curd moisture content. Excessive moisture content causes a ‘‘fake’’ increase in yield and could alter the ripening process, compromising cheese quality. The economic impact in terms of yield and quality of a defective CT selection has not been rigorously reported.
")
Figure 2: Cutting Time Prediction Methods in Cheese Making, M Castillo (2006)
Regardless of producer size and type of cheese, the milk gel-cutting step is probably the least controlled step in the cheese-making process, and a large part of the overall cheese yield depends on this critical step. Cheesemakers need an instrument to make accurate and real-time measurements of coagulating milk firmness in order to make the right decision at the right moment. Early techniques involved moving plungers or diaphragms, which sensed the resistance of coagulum to movement. However, these suffered from the disadvantage that the movement tended to disrupt the gel as it formed and thus interfered with the measurement of gel elasticity. While such devices proved highly useful for research on cheese-making, their use was confined to laboratory work because of their size, integration difficulties, and intrusiveness in a cheese vat.
In practice, the gel is usually cut after a predetermined reaction time has elapsed or upon the operator’s judgment based on subjective evaluation of textural and visual gel properties. It is a very common practice, but its reliability is questionable since there are many factors that could alter the curd firmness and gel microstructure to vary the optimum cutting time.
Many cheese manufacturers resort to finger palpation, a technique with known disadvantages such as the inability to perform the test in real time and scarcity of experienced cheesemakers. A method that is also subjective and not quantitative. The above method, however, leaves a wide margin for variability based on the judgment of the tester. As the dairy industry began to grow and cheese manufacturing began to be done in larger production facilities, it became apparent that a more scientific and standardized method for determining cutting time should be developed.
Another possibility is cutting the curd by relying on empirical inspection. Cheesemakers can select the cutting time with amazing consistency based on experience, but it certainly cannot be optimised by the empirical inspection method.
Most of the non-destructive systems measure changes in conductivity of certain physical properties such as electric current, heat, ultrasound, or electromagnetic radiation. Electrical conductivity increases 0.5–1% during milk coagulation, but this monitoring technique has some significant limitations, such as a large temperature coefficient of conductivity and possibilities of interference between the original milk electrolytes and the measurement. A thermal conductivity sensor detects changes in convective heat transfer from a ‘‘hot wire’’ to the surrounding milk that are caused by the variation in viscosity during coagulation.
Hot wire sensor has been demonstrated to measure the gelation point very accurately, but was not so accurate in predicting the curd cutting point. The viscosity increases exponentially between the beginning of aggregation and the onset of visual coagulation, which makes the hot wire not so well suited for measuring gel stiffness. The hot wire is not suited to a variable protein environment, as protein has a large effect on curd firming rate but only a minor effect on the time at which a gel begins to form, which is what the hot wire measures.
The lack of a rigorous CT characterization and the usual changes in milk protein content are forcing modern cheese plants to standardize the protein content of milk in an attempt to control coagulation, gel firming, curd syneresis, cheese yield, and product quality. A plethora of different techniques have been proposed in the period of more than seven decades for monitoring milk coagulation and curd firming, which clearly shows that industrial requirements for CT selection have not been fully satisfied by the traditional methods.
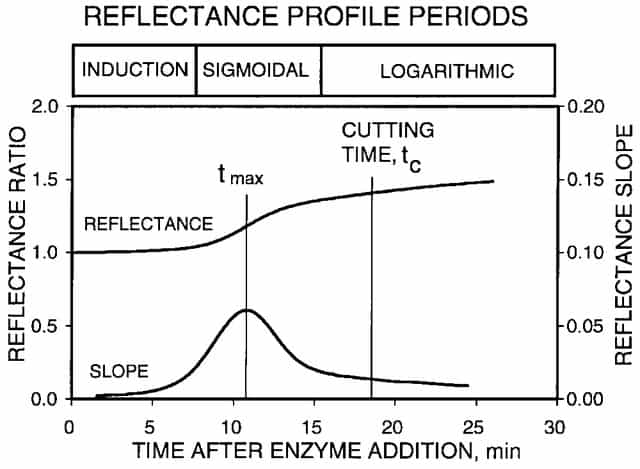
The interaction of light particles with particles of matter, after which the light particles may change direction or experience a partial loss or gain of energy, is known as “light scattering”. This intensity can vary based on the materials with which the light is interacting, thus the interpretation of light scatter has many applications. One such application is in the cheese-making process, as several optical methods have been successfully developed to monitor the coagulation and predict the cutting time of certain cheeses. The light scatters in all directions off the micelle; therefore, there is little absorption by the protein.
In the case of monitoring coagulation or predicting cut time using light scatter, several different factors come into play. First, as stated above, light scatters off micelles in milk in all directions. However, in the cheese-making process, after the addition of an enzyme, the micelles begin to denature and aggregate. Light scatter off of denatured micelles is much more intense. Therefore, this property of light interactions can be used to quantify the firmness of the coagulum.
Since the cutting time is selected based on a model, there is always some mismatch between the actual and the predicted cutting time. While handling changes to composition and ingredients, it may always be associated with a need to come up with a new, better-suited model to make reliable predictions, since this method is not direct.
The correlation between parameters needs to be generated from the diffuse reflectance profile and cutting time to develop an algorithm for cutting time prediction. There will always be an associated measurement error with indirect methods.
The largest influences on the cheese-making process are the characteristics of the milk that is used in the process. The milk proteins, in particular, are very important to the quality of the cheese, the outcome of which is highly dependent on the structure and interactions of these proteins. Changes in milk composition can influence the taste and texture of cheese in a variety of ways. To that end, milk composition in the cheese-making process is highly standardized to achieve uniform fat-to-protein ratios depending on the specific type of milk desired.
The effect of milk seasonality was confounded by other uncontrolled variables (heat treatment, temperature, pH and rennet type). This shows the value of on-line measurement, since it has not been possible to predict curd firmness in a commercial cheese-making situation from offline measurements due to the interactive effects of so many variables.
Inline process measurements for continuous manufacturing to enhance yields, safety and productivity
As cheese manufacture became increasingly mechanized and food safety issues became more critical, the commercial cheese factory began to operate around a series of enclosed vats with less opportunity for the cheesemaker to manually assess the gel strength. The scale of operation of modern plants, coupled with ever-increasing demands on quality control, have led to an interest in systems which monitor curd formation on-line. In addition, simultaneous operation of a suite of cheese vats requires a time-based cycle with all vats filling and emptying in sequence to assist a fairly continuous flow of milk from the intake/pasteurising plant. Hence, an online device for measuring curd formation is highly desirable but it would need to be non-intrusive and cleanable-in-place. Two key reasons which can make an inline process measurement extremely valuable:


Figure 3: Industrial cheese vats (Source – TetraPak)
Inline viscometer for cutting time
Typical manufacturing processes involved in dairy processing, like thermal cycles and mechanical operations (stirring, filtration, kneading, compression, etc) can significantly change the rheological property, and in turn the final product characteristics. To control a manufacturing process, a quality or parameter that characterizes the current state of the process must first be identified and then measured. Viscosity is a key physical property of the coagulating milk, which gives deeper insights into what is exactly happening at the molecular level that often characterizes the state of a process quite well, whether alone or in combination with other physical and chemical properties.
Compared with other online measurements such as hot wire and optical methods, viscosity characterization is a direct method – there is no need to rely on prediction models or estimations. An inline viscometer, which has a small form factor, is installed with ease, is compatible with the hygienic standards, and integrates easily with the industrial PLC system, providing significant value to dairy manufacturers to accurately time the cheese cutting.
Much more than just cutting time determination for the cheese makers
Cheese produced needs to be of consistently high quality to stringent specifications from raw materials that may vary in their composition or physical properties. The consumer expects a product to have an appropriate and consistent texture – a property affected by the viscosity.
In summary, in-line viscosity measurement and control can provide an effective and beneficial means of process control in the cheese manufacturing through the following main ways:
For these reasons, viscosity measurement obtained with an inline viscometer can provide an excellent QC benchmark and ensure QA/QC of the process and end-product.
Engineers and plant operators in dairy products processing realize the need to make viscosity measurements and intervene through appropriate corrective actions to drive high-quality and consistent product rheology. However, making these measurements has challenged them over the years.
Offline grab-samples are simply unreliable and not suited for dairy industry
Monitoring the viscosity of a fluid in a process often means taking a sample of the fluid from a tank or pipeline, and bringing the sample to a laboratory where its rheological properties are measured on a laboratory viscometer or rheometer. Based on the findings, the process operator must be informed whether the fluid is at the desired viscosity, or if further action is required, then new measurements must be made after intervention. This system is called off-line or manual control, with several obvious disadvantages – it is time-consuming and often inaccurate, even with experienced operators. Most often, the results are too late to save a batch.
The alternative is to use an in-line viscometer that will continuously monitor the viscosity of the process fluid throughout the process. This instrument gives an output signal which, if displayed, provides the operator with the necessary information to control the process. Alternatively, viscometer outputs are connected to a PLC (Programmable Logic Controller) / DCS (Digital Control System) for automatic process control.
Issues with conventional viscometers for inline installation
Traditional viscometers encounter problems related to the fluid flow in pipeline and tank-mixing installations. In general, viscometers do not function properly in turbulent flow. Rotational instruments will only operate up to a certain maximum flow rate. The flow has to be controlled for pressure drop viscometers. Flow-related problems can be avoided by installing the viscometer on-line and conditioning the sample flow to suit the instrument. Instrument response time can be related to the flow conditions, as an adequate sample renewal rate is required for effective control. In the case of tank installation, it is desirable to place the instrument in a position where the adjacent fluid represents the overall state of the process fluid, and to avoid ‘dead areas’. Instruments used in a process environment have to be robust and able to resist any corrosive materials that they may encounter, especially during cleaning.
In continuous food processing, such as cheese manufacturing, real-time, inline sensing is essential for accurate process control. By continuously measuring process conditions, manufacturers can optimize performance, improve product consistency, and reduce waste.
To be effective in these industrial environments, sensors must integrate seamlessly with control systems, deliver stable measurements under varying flow and ambient conditions, and maintain hygienic, reliable operation over time and temperature changes.
Rheonics’ inline sensors are designed to meet these demands—enabling higher levels of automation and supporting digital transformation in dairy production. With reliable process data, plant engineers can implement predictive maintenance, improve operational efficiency, and ensure consistent product quality, yield, and performance.
During cheese production, viscosity directly correlates with curd firmness. Rheonics SRV and SRD sensors allow real-time monitoring of firmness development during coagulation—enabling precise detection of the optimal cutting point and improving overall yield and consistency.
Rheonics sensors are based on patented Balanced Torsional Resonator (BTR) technology, offering several advantages:
These features result in highly reliable measurements and extremely low lifetime operating costs.
All Rheonics Type-SR probes are designed with hygienic construction, making them suitable for sanitary applications. Certifications such as 3-A and EHEDG are available where required. For more details, visit Rheonics hygienic and sanitary installation.

Figure 4: Hygienic certifications available for Rheonics Sensors
Rheonics CoaguTrack RPS is a complete solution for monitoring coagulation and firmness kinetics. The system combines inline sensors with industrial software and control integration to track:
The system automatically signals the optimal cutting point based on predefined recipe parameters. This ensures maximum retention of milk solids and consistent product quality.
CoaguTrack can be integrated directly into plant automation systems or operated via a local control panel, enabling both automated and operator-assisted workflows.
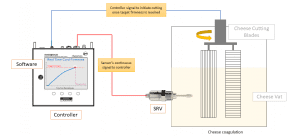
Figure 5: Overview of Rheonics RPS CoaguTrack Implemented in Cheese Production
Rheonics sensors are typically installed directly in the cheese vat for real-time monitoring. This inline configuration eliminates the need for bypass systems and ensures stable, accurate measurements regardless of flow conditions or vibration.
For cheese coagulation monitoring, Rheonics SRV and SRD sensor probes are installed directly in the cheese vat to do real-time viscosity (firmness) and density measurements. No bypass line is required: the sensor can be immersed in-line; flow rate and vibrations do not affect the measurement stability and accuracy. Optimize mixing performance by providing repeated, consecutive, and consistent tests on the fluid.
The following probe variants are recommended for this application. They have 3-A and EHEDG certifications available. For full hygienic installation, follow EHEDG manual and the recommendations given below.
Variant X1-12G: Threaded G1/2” connection, ideal for flush installations with minimal or no dead zones. Recommended to be used with accessories HAW-12G-OTK and PLG-12G, weldolet and bling plug, respectively. The advantage of this solution is the elimination of dead zones, as it creates a flush installation.

Figure 6: Density and Viscosity Inline Meter SRV and SRD X1-12G Thread G1/2″
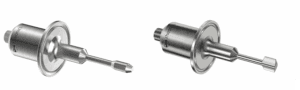
Figure 7: Density and Viscosity Inline Meter SRV and SRD X3-15T Tri-Clamp 1.5″
Additional variants: Varinline flanges and other hygienic process connections are available. Long insertion probes are also offered (X5 variant).
For accurate measurements, both SRV and SRD sensors must be:
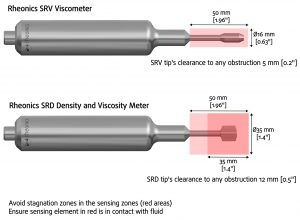
Figure 8: Rheonics SRV and SRD sensing areas
For installation in the cheese vat, Rheonics probes must be inserted enough to have the sensing area immersed in the fluid of interest. This is typically achieved with welded ports. For hygienic applications, Rheonics offers weldolet accessories for G 1/2” and Tri-Clamp process connections. These weldolets have a shortened height, which minimizes or removes completely dead zones in the installation.

Figure 9: Rheonics SRV-X1-12G mounted at cheese vat’s bottom using weldolet HAW-12G
The HAW-12G-OTK is a hygienic adapter weldolet designed for sensors with G 1/2” thread connections. It provides a secure, hygienic seal and proper immersion for hygienic applications. For more details, see HAW-12G-OTK.
Figure 10: Rheonics HAW-12G-OTK flush installation
The WFT-15T is a hygienic Tri-Clamp weldolet designed for sensors with Tri-Clamp process connections. It ensures a reliable, hygienic seal and proper immersion of the sensing element in hygienic applications. For more details, see WFT-15T.

Figure 11: Rheonics WFT-15T shortened ferrules
This installation involves clamping the probe from the vat’s wall and vertically immersing it in the fluid. This is possible in some types of vats with an open lid or in testing setups like small vats or beakers. The advantage of this installation is the accessibility to the probe and easy removal if needed.
Rheonics offers some accessories for clamping and mounting the probe in open tanks. For example, the APC Accessory and Mounting Kits are used to clamp the probe to a fixed point on the vat. This installation generally requires a long insertion probe variant i.e. -X5 or -X8.
Figure 12: Rheonics Mounting Kit example for installation from the vat’s top
After installation of the Rheonics sensor and/or Rheonics RPS CoaguTrack, an initial monitoring and learning period is generally observed. Normal operation procedures, such as visual inspection or cutting at predefined times, are still needed to control the process. This is recommended to take place during a couple of weeks and with as many products/recipes as the company produces, in order to obtain good representative data from the Rheonics sensors. External measurements that are common in cheese production are suggested before, during, and after production, like quantities of rennet, protein, milk, fat, weight of final cheese, pH, etc., so that these variables can be later used in data analysis. The goal is to establish optimal firmness thresholds for each recipe. Once these are obtained, full automation can be done.
Once sufficient data is collected:
Rheonics sensor probes can be mounted from the vat’s bottom, wall, or top. Most clients decide the best installation point by considering the restrictions of the vat’s design. However, testing at different points, even at the same time with multiple Rheonics sensors, is possible to understand where the best and most representative measurements are obtained. Different products and recipes can show more valuable data at different points in the vat.
Atomization is a process used to break up a liquid into fine droplets, usually done…
Mayonnaise, a globally enjoyed condiment, is a classic oil-in-water emulsion, distinct from water-in-oil emulsions like…
For process engineers, it's essential to develop an efficient and reliable method to monitor and…
The process of converting liquid milk into dry powder involves removing most of the water…


