Advanced Inline Process Sensors for Hazardous (Dust) Environments
Optimizing Processes, Ensuring Safety
1. Process Excellence in Demanding Environments
In industries where flammable substances, including combustible dusts, gases, or vapors, are present, ensuring operational safety while maintaining process efficiency is paramount. Hazardous environments demand instrumentation that not only delivers accurate and reliable data but also meets the stringent requirements for explosion protection.
Rheonics is committed to providing cutting-edge inline process monitoring solutions that empower industries to optimize their operations safely and effectively. Our Ex-certified sensors, based on the principle of intrinsic safety, are designed for seamless integration into processes within hazardous locations, helping to prevent ignition sources and enhance overall plant safety.
This document provides an overview of the challenges posed by hazardous environments, particularly those with dust explosion risks, and introduces Rheonics’ intrinsically safe inline viscometers and density meters, engineered for reliability and compliance in these critical applications.
2. Understanding Hazardous (Dust) Environments
2.1. The Nature of Dust Explosions
A dust explosion is a rapid combustion of fine particles suspended in the air within an enclosed or partially enclosed location. When a combustible dust is dispersed in sufficient concentration and comes into contact with an ignition source, it can lead to an explosion. Many organic materials, synthetic materials, and metals can form combustible dusts.
For a dust explosion to occur, five conditions must be met:
-
Combustible Dust: The material itself must be capable of burning. For combustible dusts with a particle size smaller than 0.5 mm, an explosion can occur when the dust is dispersed in air at a concentration above the Minimum Explosible Concentration (MEC). The MEC is the lowest concentration (typically measured in grams per cubic meter) at which a dust cloud can ignite and propagate an explosion. Unlike gases, combustible dusts generally do not have a defined Upper Explosible Limit (UEL), because at very high concentrations, dust clouds tend to lose dispersion and oxygen availability becomes insufficient to sustain combustion.
| Material | MEC(g/m³) | Clarification |
|---|---|---|
| Grain dust | 125 | High explosibility, common in agriculture |
| Coal dust | 30 | Very fine coal dusts can be explosive |
| Flour | 60 | Widely known explosion hazard in mills |
| Sugar | 125 | Fine powdered sugar is highly explosive |
| Aluminium dust | 100 | Highly reactive metal dust |
| Sewage sludge | 250 | Depends on dryness and composition |
Table 1. Minimum explosive concentration
Table values are to be used as a reference; end users must confirm the actual MEC for their application. Explosion standards recommend using measured values for your specific dust, not just generic ones, when designing protection systems.
-
Dispersion: Dust particles must be suspended in the air at a sufficient concentration.
-
Oxygen: Air (or another oxidant) must be present to support combustion.
-
Ignition Source: Sufficient energy to ignite the dispersed dust cloud (e.g., sparks, hot surfaces, static electricity).
-
Containment: An enclosure or confined space that allows pressure to build up.
Removing any one of these elements can prevent a dust explosion. Equipment used in these areas must be designed to prevent it from becoming an ignition source.
2.2. Where is Combustible Dust Found?
Combustible dust is a hazard in a surprisingly wide range of industries and processes. Any activity that creates or handles fine, dry particulate matter from a combustible material can pose a risk.
Industries Prone to Dust Hazards:
Common Processes Generating Dust:
Types of Combustible Dusts:
2.3. Key Factors Influencing Dust Explosibility
While the “Dust Explosion Pentagon” outlines the necessary conditions, several characteristics of the dust itself and its environment significantly influence the likelihood and severity of an explosion. Understanding these factors is crucial for risk assessment and implementing effective safety measures.
| Characteristic | Description & Significance | Impact on Explosibility |
|---|---|---|
| Particle Size & Shape | Smaller particles (< 500 µm) have more surface area, increasing combustion speed. These fine particles have a larger surface area relative to their mass, which makes them more reactive in air—they ignite and burn faster. Flaky or fibrous shapes can also raise risk. | Smaller/finer particles = Higher risk & severity |
| Moisture Content | Dry dust disperses and ignites more easily. Moisture can bind particles and absorb heat. | Lower moisture = Higher risk |
| Minimum Explosible Concentration (MEC) | Minimum dust concentration in air that can propagate a flame. Below this, it's too lean to explode. | Lower MEC = Higher risk (less dust needed for explosion) |
| Minimum Ignition Energy (MIE) | Smallest energy (in mJ) needed to ignite a dust cloud at optimal conditions. | Lower MIE = Higher risk (easier to ignite) |
| Kst Value (Deflagration Index) | Measures the pressure rise rate (bar·m/s) in a test explosion. Used to classify dusts (St 0 to St 3). | Higher Kst = More severe explosion |
| Pmax (Max Explosion Pressure) | Maximum pressure produced during the explosion of an optimal dust-air mixture. Important for vent and containment design. | Higher Pmax = More destructive force |
| Ignition Temp of Dust Cloud (MIT Cloud) | Lowest temperature (°C) at which a dust cloud ignites on contact with a hot surface. |
2.4. Hazardous Area Classification for Dust Atmospheres
Hazardous areas are classified into Zones based on the likelihood of an explosive atmosphere being present. For combustible dusts, the typical classifications (according to IEC standards) are:
| Zone | Description | Likelihood of Explosive Dust Atmosphere |
|---|---|---|
| Zone 20 | Explosive dust atmosphere is present continuously, for long periods, or frequently. | Very High |
| Zone 21 | Explosive dust atmosphere is likely to occur during normal operation occasionally. | High |
| Zone 22 | Explosive dust atmosphere is not likely to occur in normal operation; if it does, it's brief | Low |
2.5. Equipment Protection Levels (EPL)
Equipment intended for use in hazardous areas is assigned an Equipment Protection Level (EPL), which indicates its suitability for different Zones.
| EPL | Suitable Zone(s) | Level of Protection |
|---|---|---|
| Da | Zone 20 | Very High |
| Db | Zone 21 | High |
| Dc | Zone 22 | Enhanced |
2.6. Principles of Explosion Protection
Several protection techniques are used to ensure equipment safety in hazardous areas. For Rheonics sensors, the primary method is Intrinsic Safety (“Ex i”).
Other common protection methods include Flameproof Enclosures (“Ex d”), Increased Safety (“Ex e”), Encapsulation (“Ex m”), etc., each with specific principles and applications.
| Protection Method | Principle | Zone Suitability | Viscosity/Density Application Context | Typical Use Case in Dust Environments | Key Advantages |
|---|---|---|---|---|---|
| Protection by Enclosure (Ex t) | Dust-tight enclosure (IP6X) prevents dust ingress; controls surface temperature to avoid dust ignition. | Zone 20 / 21 / 22 | Ideal for the enclosure of Rheonics transmitters in dusty locations. Protects electronics in packaging, milling, or powder handling. | Used in food, grain, pharma, chemicals, where airborne dust is constant or frequent. | Simple, rugged, widely accepted for dust. |
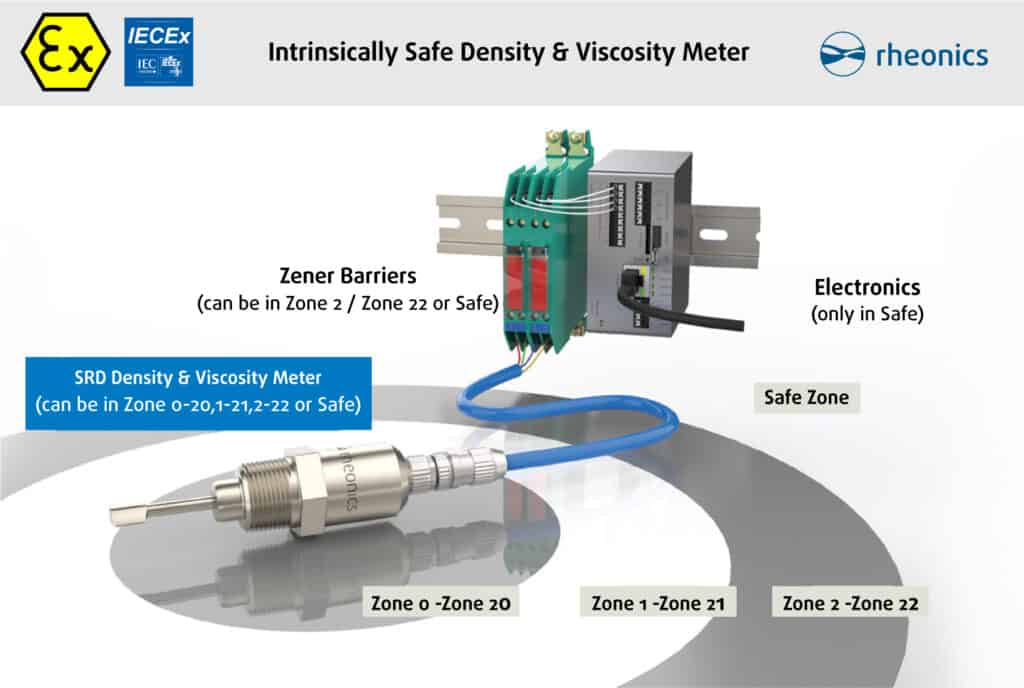
| Intrinsic Safety (Ex i) | Limits electrical and thermal energy in circuits, preventing ignition—even in fault conditions. | Zone 20 (Ex ia), Zone 21 (Ex ib) | Rheonics SRV/SRD sensors use Ex ia protection, enabling safe use inside reactors, silos, or pipelines with fine powders. | Perfect for inline viscosity/density monitoring of liquids with suspended solids or during solvent evaporation | High safety; allows live servicing. |
| Pressurization (Ex pD) | Slight overpressure inside the enclosure prevents dust ingress. Typically purged before power-up. | Zone 21 / 22 | Can house standard Rheonics transmitters or converters in panels. Requires purge controller. | Used in large electrical cabinets or control panels for batch mixing systems. | Permits use of non-Ex components. |
| Encapsulation (Ex m) | Critical electronics are sealed in compound to isolate from atmosphere. | Zone 21 / 22 | Can protect small interface modules or signal conditioners in dusty areas. | Used in compact transmitters or custom electronics inside confined, dusty vessels. | Compact and protective. |
| Dust-Ignition-Proof (DIP) | Sealed enclosure prevents internal ignition from igniting external dust atmosphere. | Class II, Div 1/2 (NFPA/NEC) | Comparable to Ex t. Used with NEMA 9 enclosures for sensor electronics in North America. | Grain elevators, wood dust, flour mills. Often with inline density sensors in silos. | Recognized in North American codes. |
| Increased Safety (Ex e) | No sparking or high temperatures under normal operation. Not for components that can cause arcs or sparks. | Zone 21 / 22 | Can be used for junction boxes or terminal blocks of Rheonics sensors in safe secondary locations. | Best for passive equipment where low-energy connections are maintained. | Low cost, simple design. |
| NEMA Type 9 | North American standard for enclosures in dusty environments. Prevents internal ignition from reaching dust outside. | Class II, Div 1 | Enclosure type for sensor transmitters or converters where explosion-proof casing is needed. | Suitable for dusty food and beverage or plastic additive processes. | UL/CSA-listed enclosure for dust. |
| Flameproof (Ex d) | Contains explosion internally; prevents ignition of outer dust or gas atmosphere. | Mostly for gas (limited in dust) | Not recommended for direct use in dusty environments due to venting and cooling issues with dust accumulation. | Can be combined with dust-tight enclosures, but rarely used for viscosity/density applications in dusty areas. | Strong physical protection, gas-suited. |
| NEMA Type 10 | Enclosure for mining safety—contains explosion internally. | Mining-specific | Not used with Rheonics sensors; more applicable to heavy-duty mining controllers. | Designed for underground coal mining or areas with combustible rock dust. | Mining-certified. |
3. Rheonics Solutions: Intrinsically Safe Inline Process Monitoring
Rheonics specializes in innovative fluid sensing technology. Our inline viscometers (SRV) and density & viscosity meters (SRD) are designed for demanding process conditions and are available with global Ex certifications, making them ideal for deployment in hazardous environments across various industries.
Key Advantages of Rheonics Ex-Certified Sensors:
4. Rheonics Ex-Certified Sensor Portfolio
4.1. Rheonics SRV – Inline Viscometer
The SRV is a robust and reliable inline process viscometer that provides real-time viscosity and temperature measurements.

Operating Principle
Utilizes a patented symmetrically balanced torsional resonator. The fluid’s viscous drag on the resonating element is measured, from which dynamic viscosity is calculated. An embedded Pt1000 sensor provides accurate temperature readings.
Key Features:
- Continuous, real-time viscosity measurement.
- Integrated high-accuracy temperature measurement (Pt1000).
- No moving parts, seals, or bearings – virtually maintenance-free.
- Insensitive to flow rate, turbulence, and vibrations.
- Wide viscosity range.
- Compact and easy to install.
- Various process connections available.
| Parameter | Value/Range | Units |
|---|---|---|
| Viscosity Range | e.g., 0.1 – 50,000+ (Consult specific model) | cP |
| Temperature Range | e.g., -40 to +300(Consult specific model) | °C |
| Pressure Range | e.g., Up to 500 (Consult specific model) | bar |
| Wetted Materials | 316L Stainless Steel, Hastelloy C22 (options) | — |
| Process Connections | NPT, Flange, Tri-Clamp, etc. (options) | — |
| Ex Certifications | ATEX, IECEx (Ex ia) | — |
ATEx
ATEX: II 1 G Ex ia IIC/IIB/IIA T6 … T1 Ga or II 1 D Ex ia IIIC T200 85°C … 435°C Da
IECEx
IECEx: Ex ia IIC/IIB/IIA T6 … T1 Ga or Ex ia IIIC T 200 85°C … 435°C Da
- JPEx: Ex ia IIC/IIB/IIA T6 … T1 Ga or Ex ia IIIC T 200 85°C … 435°C Da (Japan Ex certification)
- KCs: Ex ia IIIC T200 85 °C…435 °C Da (Korea Certification for explosion protection)
- Zone Suitability:
- Zone 0, 1, 2 (gases, vapors)
- Zone 20, 21, 22 (dusts)
Food Processing
Monitoring batter viscosity, confectionery coatings, dairy product consistency where powders (flour, sugar, milk powder) are handled.
Pharmaceuticals
Granulation, coating processes, API production involving powdered substances.
Chemicals
Polymerization, resin production, handling of powdered catalysts or additives.
Paints & Coatings
Monitoring viscosity in mixing and application stages where pigments and fillers are present.
Mining & Minerals
Slurry viscosity control where fine mineral dusts are generated.
Pulp & Paper
Coating kitchens, starch preparation.
4.2. Rheonics SRD – Inline Density & Viscosity Meter
The SRD extends the capabilities of the SRV by providing simultaneous inline measurement of density, viscosity, and temperature.
Operating Principle
Similar to the SRV, the SRD uses a patented balanced torsional resonator. Advanced algorithms analyze the resonator’s behavior in the fluid to independently determine density and viscosity, along with temperature from an embedded Pt1000.
Key Features:
- Simultaneous real-time measurement of density, viscosity (dynamic and kinematic), and temperature.
- All features of the SRV (robustness, no moving parts, accuracy, etc.). Only difference is the viscosity range.
- Provides critical data for concentration measurement, quality control, and phase detection.
- Wide operational range for density and viscosity.
| Parameter | Value/Range | Units |
|---|---|---|
| Density Range | e.g., 0 – 4 (Consult specific model) | g/cc |
| Viscosity Range | e.g., 0.1 – 10,000+ (Consult specific model) | cP |
| Temperature Range | e.g., -40 to +300 (Consult specific model) | °C |
| Pressure Range | e.g., Up to 500 (Consult specific model) | bar |
| Wetted Materials | 316L Stainless Steel, Hastelloy C22 (options) | — |
| Process Connections | NPT, Flange, Tri-Clamp, etc. (options) | — |
| Ex Certifications | ATEX, IECEx (Ex ia) | — |
ATEx
ATEX: II 1 G Ex ia IIC/IIB/IIA T6 … T1 Ga or II 1 D Ex ia IIIC T200 85°C … 435°C Da
IECEx
IECEx: Ex ia IIC/IIB/IIA T6 … T1 Ga or Ex ia IIIC T 200 85°C … 435°C Da
Zone Suitability:
- Zone 0, 1, 2 (gases, vapors)
- Zone 20, 21, 22 (dusts)
Food Processing
Milk powder reconstitution, sugar dissolution, ingredient mixing where density indicates concentration.
Chemicals
Monitoring concentration of solutions, reaction endpoints, and product quality where powdered raw materials are used.
Mining & Minerals
Slurry density and viscosity are used to optimize transport and processing.
Building Materials
Cement slurry consistency, additives in concrete production.
Agriculture
Monitoring feed mix consistency, fertilizer production.
5. Ensuring Safety: Design, Quality, and Compliance
Rheonics is dedicated to the highest standards of safety and quality in its products.
6. Installation and Maintenance in Hazardous Areas
Proper installation is crucial for maintaining the safety and performance of Ex-certified equipment.

7. Service and Support
Rheonics offers comprehensive support to its customers, encompassing initial consultations, sensor selection, installation guidance, and post-sales service. Our team of experts is available to assist with application queries and ensure optimal performance of our sensors in your specific process environment.
8. About Rheonics
Rheonics is a global leader in developing and manufacturing innovative inline viscometers and density meters. Our mission is to empower industries with reliable and accurate fluid sensing solutions that drive efficiency, quality, and safety. With a focus on research and development, we continuously strive to deliver cutting-edge technology that meets the evolving needs of our customers worldwide.
9. Contact Rheonics
For more information on Rheonics Ex-certified sensors and solutions for hazardous environments, please contact us:
Rheonics GmbH
Switzerland
Rheonics Inc.
USA
Disclaimer
This document is for informational purposes only. Always refer to the official Rheonics product documentation, certificates, and installation manuals for specific technical details, safety instructions, and approved operating conditions before installing or using any Rheonics product in a hazardous environment. Compliance with all applicable local and national safety regulations is the responsibility of the user.