Introduction
The chocolate confectionery industry is a sector that is not restricted by age or nationality; therefore, the growth of this industry is extremely high worldwide. The popularity of chocolate is almost certainly due to its unique eating characteristics. It melts in the mouth, imparting a sensation of cooling. The surfaces of the oral cavity are coated by the melted chocolate and flavour is released. Chocolate rheology and viscosity plays a vital role in ensuring a consistent eating sensation, ensuring higher brand recognition and loyalty from your customers.
The cost of cocoa beans has been rising and consumers are very price sensitive to pay more for their chocolate which is squeezing margins and lowering demand, especially in Europe. Along with fluctuations in costs of raw materials, applications of food industry in general and chocolate industry in particular need to counter challenges related to efficiency, lead time, and capacity utilization. Additionally, continuous innovations and developments from manufacturers around the flavours and textures is one of the key focus areas for chocolate manufacturers. Industry leaders are moving towards adoption of more advanced technologies such as automation, industrial internet of things (IIoT) and simulation techniques to stay lean and competitive in terms of both quality and costs. Manufacturers are continuously innovating to attract consumers, from enigmatic flavor combinations to bolder health claims, portion control and personalized bars.
Chocolate - Market Insights
Global chocolate market is highly competitive, with the presence of numerous leading players accounting for the major share. The global chocolate market is forecasted to reach USD 139.94 billion by 2024 growing at a CAGR of 4.5% during the period from 2019 – 2024. The scope of the global chocolate market includes alfajores, softlines/selflines, boxed assortments, chocolate with toys, count lines, seasonal chocolate, molded chocolate and other chocolate confectionery. The increasing demand and growing popularity of dark and organic chocolates are fuelling the market’s growth. Although the global market is still dominated by Western Europe and North America, emerging markets clearly represent the future. The BRIC countries (Brazil, Russia, India and China) accounted for 55% of global confectionery retail growth. Other emerging economies with youthful populations and an acquisitive middle class are likely to develop a taste for chocolate and, as their disposable incomes grow, they will represent important target markets.
Application
Central to chocolate quality is an appropriate melting behaviour so that products are solid at ambient temperature and melt on ingestion, with a final assessment of texture after phase inversion. Particle size distribution and ingredient composition play important roles in shaping its rheological behaviour and sensory perception. The flow properties of chocolate are important because the quality control of the product is a necessity. If viscosity is too low, the weight of the chocolate over the enrobed candy will also be too low. When it is too high, bubbles may form and they do not escape from the chocolate mold tablet. Also, the flavor of chocolate in the mouth is affected by viscosity; therefore, incorrect flow properties can be perceived by the consumer’s tongue – an extremely sensitive sensor. The perceived taste depends upon the order and rate of contact, which are related to the viscosity and rate of melt.
Composition
Chocolate can be described as a suspension consisting of non-fat particles (sugar and cocoa solids and, eventually, milk powder particles) dispersed in cocoa butter as a continuous phase. Molten chocolates represent a dense blend of phospholipid-coated sucrose and cocoa particles in liquid fat.
Milk chocolate usually contains about 12 g of cocoa mass, 19 g whole milk powder, 48.5 g sugar and, additionally, 20 g added cocoa butter per 100 g chocolate. Total solid content of chocolates varies from 65 to 75% depending on market requirement, and about 20% is milk powder content in milk chocolates. This amount of milk powder affects the sensory characteristics of the final product, the processing behaviour, and the rheological properties of fluid chocolate mass.
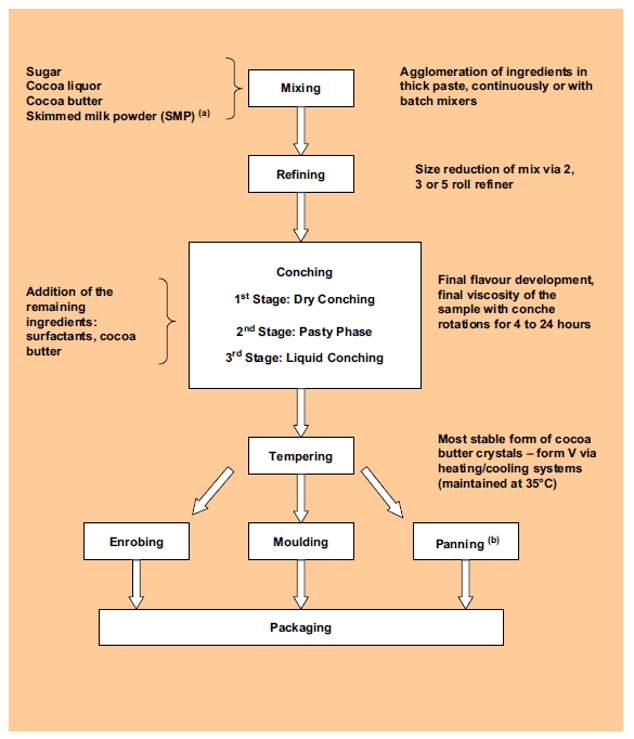
Processing
Chocolate manufacturing processes generally involve mixing, refining and conching of chocolate paste. The outcome sought is smooth textures of products considered desirable in modern confectionery and elimination of oral perceptions of grittiness.
The characteristic flavor of chocolate is developed in several processing steps. During processing, the components are mixed, refined, and conched to attain desired rheological behavior for a final defined product texture and melting characteristics. A conche is a scraped-surface mixer that optimizes flavor development and turns chocolate mass into a flowable liquid. Through shear and longitudinal mixing, acidic flavors and moisture in the cocoa mass are reduced. Upon entering the conche, not all sugar and cocoa particles are with cocoa butter. Fat in the chocolate is released from the agglomerated chocolate mass and spread to cover these particles so that they can flow easily. Conching process contributes to development of viscosity and final texture and flavour of the chocolate. To give chocolate a suitable viscosity, additional cocoa butter and lecithin can be added towards the end of conching to thin chocolate prior to tempering. The final chocolate mass viscosity is to be deemed optimal for the ensuing tempering. During tempering, the temperatures are precisely controlled and agitation provided enhances nucleation rates. As the viscosity increases, the chocolate is reheated again in the third stage to prevent runway solidification.
The objectives in chocolate processing are:
- To assure a uniform flow rate for enrobing (covering an object like a nut or piece of fruit) and for block making
- To assure consistent product
- To assure compliance with industry standards
Some key trends driving growth in the chocolate industry are the following:
- Premiumization is driving specialty products that are higher priced and promise better quality
- Natural and real ingredients are in demand requiring the elimination of artificial flavor and color
- Health and Wellness concerns are pushing manufacturers to reduce sugar and sodium content
Chocolate rheology at different temperatures
Rheological properties of chocolate are important in manufacturing high quality chocolates with well-defined texture. Chocolates with high viscosity have a pasty mouth-feel. Viscosity is important since it related to the composition, processing strategy and particle size distribution. Apparent viscosity in aqueous solutions influences flavour ‘by-mouth’ and taste intensity during consumption, thus viscosity measurements often give information related to the sensory character of chocolate.
Chocolate is unique as a food – solid at normal room temperatures however melts easily in the mouth. Since the properties of the main fat component, cocoa butter, is essentially solid at temperatures below 25 °C when it holds all the solid sugar and cocoa particles together. However, this fat is almost entirely liquid at body temperature, enabling the particles to flow past one another, thus the chocolate becomes a smooth liquid “by heating” in the mouth. The intensity of each of the associated sensory attributes depends largely on the characteristics of the chocolate determined by type and concentration of the ingredients and the manufacturing process. The rheological properties of chocolate in its molten state are important to the eating quality and processing of chocolate.
Measuring chocolate viscosity for quality control
The rheological measures of a product in the stage of manufacture can be useful in quality control. The microstructure of a product can also be correlated with its rheological behaviour allowing for the development of new materials. Rheometry permits attainment of rheological equations applied in process engineering, particularly unit operations that involve heat and mass transfer. Studies correlating chocolate composition and textural or rheological properties are commonly found when sourcing new fat or cocoa butter replacers which strongly affect rheological parameters on chocolate manufacture and final product texture. According to the rheological behaviour of the new mixtures, adaptations on manufacturing scale have to be done in order to keep the desirable sensory characteristics in the final product. Rheology is a useful feature on setting those issues.
The physical properties, rheological behaviour and sensory perception of chocolate are influenced largely by its processing techniques, particle size distribution and ingredient composition. To enhance chocolate texture, solid particle size distribution and ingredient composition can be manipulated to modify the physical properties, rheological behaviour and sensorial attributes. For good quality products and accurate weight control, the chocolate is supposed to have correct viscosity. For chocolate manufacturers and suppliers, it is desirable to have a method of measuring chocolate viscosity that has a high level of reproducibility.
Why is viscosity management critical in chocolate-making process?
The broad and significant factors which make viscosity management critical in chocolate-making process are:
- Chocolate texture, flavour & quality: Chocolates must comply with finished product specifications and any appropriate compendial requirements. Continuous inline viscosity monitoring can help attain desired rheological properties for a final defined product texture and melting characteristics.
- Uniform enrobing rate: Continuous viscosity monitoring and control assures a uniform flow rate for enrobing (covering an object like a nut or piece of fruit) and for block making.
- Reduce processing errors: Viscosity control can help alleviate the frequency of miscues – sticking and picking, twinning, peeling, splitting, cracking, roughness, blistering, bridging and surface erosion.
- Correct chocolate properties: Controlling the viscosity is the key to the right properties & consistency because that is the factor subjected to the highest variability. Rheological properties are mainly influenced by particle size distribution and ingredients composition, which in turn affects final texture and melting profile and also plays a significant role on process in industry.
- Reduce costs and improve profit margins: Generally, chocolate viscosity is controlled by addition of cocoa butter and expensive viscosity modifiers (surface-active ingredients, such as soybean lecithin). Poor viscosity management drives up usage of ingredients, affecting the profit margins.
- Waste: Materials rejected due to poor quality can be reduced with proper viscosity management.
- Efficiency: Eliminating manual viscosity control frees operators’ time and enables them to focus on other tasks.
- Compliance: Perhaps to a greater degree than other industries, food industry demands the highest levels of quality. The need to achieve target properties is non-negotiable when it comes to regulatory codes of food industry.
- Customer retention: Nothing kills brand loyalty more than customers finding that a piece of chocolate does not feel the same as the one they have come to love. Ensure high brand recognition and loyalty by ensuring the repeatability of the manufacturing process.
To ensure consistent high-quality and uniform processing, the change in viscosity through-out the process stream is monitored in real time, making measurements from a baseline rather than simply measuring absolute values, and making automatic viscosity adjustments by adjusting ingredients and temperature to keep it within specified limits.
Process Challenges
Due to the non-Newtonian characteristic of chocolates, the shear rate (and consequently the viscosity) needs to be corrected for any geometry used to make the measurements, except for those made in an “absolute” viscometer, of which the cone-and-plate and the torsional plate are the only examples. The narrow-gap Couette viscometer is a close approximation, which requires a fine hand to set up, is prone to operator error, and is not usually indicated for industrial situations.
Existing laboratory viscometers are of little value in process environments because viscosity is directly affected by temperature, shear rate and other variables that are very different off-line from what they are in-line. Traditionally, operators have measured the viscosity of fully-formulated system using the efflux cup or rotational viscometers. The procedure is messy and time-consuming, particularly if the solution needs to be filtered first. It is pretty inaccurate, inconsistent and non-repeatable even with an experienced operator.
Some companies use thermal management systems to keep point-of-application at a determined optimal temperature to achieve constant viscosity. But temperature is not the only factor affecting viscosity. Shear rate, flow conditions, pressure and other variables including raw material variability can affect in process viscosity. Temperature controlled systems also have high energy consumption, high system costs, long installation times and a large footprint physically and environmentally.
Rheonics' Solutions
Automated in-line viscosity measurement and control is crucial to control the formulated chocolate (intermediate products and final) viscosity. Rheonics offers the following solutions, based on a balanced torsional resonator, for control and optimisation of the manufacturing process:
- In-line Viscosity measurements: Rheonics’ SRV is a wide range, in-line viscosity measurement device with in-built fluid temperature measurement and is capable of detecting viscosity changes within any process stream in real time.
- In-line Viscosity and Density measurements: Rheonics’ SRD is an in-line simultaneous density and viscosity measurement instrument with in-built fluid temperature measurement. If density measurement is important for your operations, SRD is the best sensor to cater to your needs, with operational capabilities similar to the SRV along with accurate density measurements.
Online viscosity measurement through SRV or an SRD eliminates the variations in sample taking and lab techniques which are used for viscosity measurement by the traditional methods. The sensor is located in-line so that it continuously measures the formulated system viscosity (and density in case of SRD). Consistency is achieved through automation of the dosing and mixing system through a controller using continuous real-time viscosity measurements. Using an SRV in process line, efficiency is improved improving productivity, profit margins and environmental goals. Both the sensors have a compact form factor for simple OEM and retrofit installation. They require no maintenance or re-configurations. Both the sensors offer accurate, repeatable results no matter how or where they are mounted, without any need for special chambers, rubber seals or mechanical protection. Using no consumables, SRV and SRD are extremely easy to operate with zero maintenance.
Rheonics' Advantage
Hygienic, sanitary design
Rheonics SRV and SRD are available in tri-clamp and DIN 11851 connections besides custom process connections.
 SRV - DIN 11851
SRV - DIN 11851  SRV - Triclamp
SRV - TriclampBoth SRV & SRD conform to Food Contact Compliance requirements according to US FDA and EU regulations.
Compact form factor, no moving parts and require no maintenance
Rheonics’ SRV and SRD have a very small form factor for simple OEM and retrofit installation. They enable easy integration in any process stream. They are easy to clean and require no maintenance or re-configurations. They have a small footprint enabling in-line installation, avoiding any additional space or adapter requirement on the press/systems.
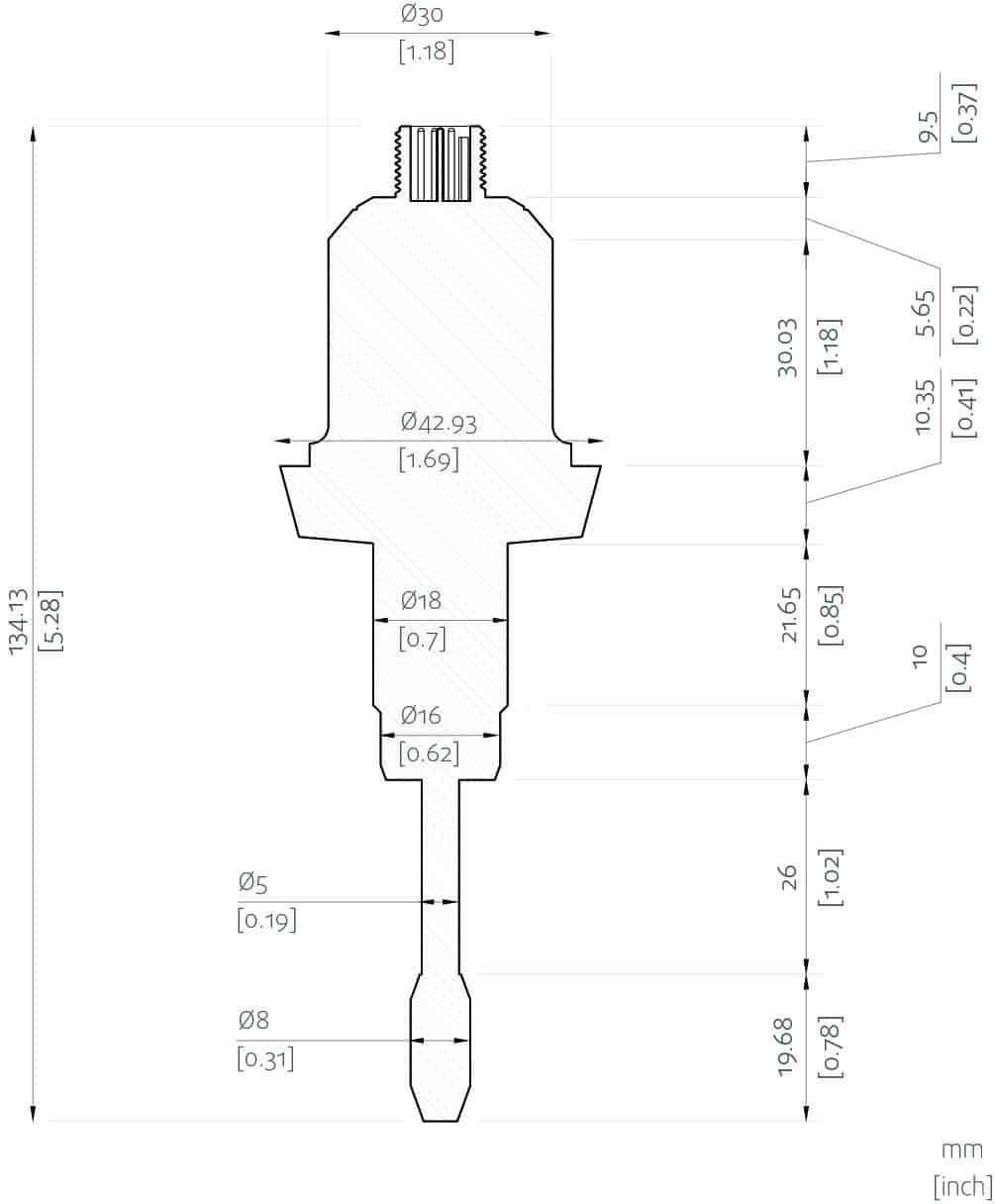 SRV - DIN 11851 Dimensions
SRV - DIN 11851 Dimensions SRV - Triclamp Dimensions
SRV - Triclamp DimensionsHigh stability and insensitive to mounting conditions: Any configuration possible
Rheonics SRV and SRD use unique patented co-axial resonator, in which two ends of the sensors twist in opposite directions, cancelling out reaction torques on their mounting and hence making them completely insensitive to mounting conditions and ink flow rates. These sensors can easily cope up with regular relocation. Sensor element sits directly in the fluid, with no special housing or protective cage required.

Instant accurate readouts on printing conditions – Complete system overview and predictive control
Rheonics’ software is powerful, intuitive and convenient to use. Real-time viscosity can be monitored on a computer. Multiple sensors spread across the factory floor are managed from a single dashboard. There is no effect of pressure pulsation from pumping on sensor operation or measurement accuracy. In addition, the sensor is insensitive to any vibrations or electrical noise from external machinery.
Easy installation and no reconfigurations/recalibrations needed
Replace sensors without replacing or re-programming electronics
Drop-in replacements for both sensor and electronics without any firmware updates or calibration coefficient changes.
Easy mounting. Screws into ¾” NPT threaded in-line fittings, or Flanged connections.
No chambers, O-ring seals or gaskets.
Easily removed for cleaning or inspection.
SRV available with flange, DIN 11851 hygienic and tri-clamp connection for easy mounting and dis-mounting.
Low power consumption
24V DC power supply with less than 0.1 A current draw during normal operation (less than 3W)
Fast response time and temperature compensated viscosity
Ultra-fast and robust electronics, combined with comprehensive computational models, make Rheonics devices one of the fastest and most accurate in the industry. SRV and SRD give real-time, accurate viscosity (and density for SRD) measurements every second and are not affected by flow rate variations!
Wide operational capabilities
Rheonics’ instruments are built to make measurements in the most challenging conditions. SRV has the widest operational range in the market for inline process viscometer:
- Pressure range up to 5000 psi and higher
- Temperature range from -40 up to 300°C
- Viscosity range: 0.5 cP up to 50,000+ cP
SRD: Single instrument, triple function – Viscosity, Temperature and Density
Rheonics’ SRD is a unique product that replaces three different instruments for viscosity, density and temperature measurements. It eliminates the difficulty of co-locating three different instruments and delivers extremely accurate and repeatable measurements in harshest of conditions.
Achieve the right coat quality, cut down costs and enhance productivity
Integrate an SRV or SRD in the process line and ensure uniformity and consistency throughout the coating process. Achieve constant colours & thickness without worrying about colour or thickness variations. SRV (and SRD) constantly monitors and controls viscosity (and density in case of SRD) and prevents overuse of expensive pigments and solvents. Reliable and automatic ink supply ensures that presses run faster and saves operators’ time. Optimise the coating process with an SRV and experience lesser reject rates, lesser wastes, fewer customer complaints, fewer press shut downs and material cost savings. And at the end of it all, it contributes to a better bottom line and a better environment!
Clean in place (CIP)
SRV (and SRD) monitors the cleanup of the ink lines by monitoring the viscosity (and density) of the solvent during the cleaning phase. Any small residue is detected by the sensor, enabling the operator to decide when the line is clean for purpose. Alternatively, SRV provides information to the automated cleaning system to ensure full and repeatable cleaning between runs.
Superior sensor design and technology
Sophisticated, patented 3rd generation electronics drive these sensors and evaluate their response. SRV and SRD are available with industry standard process connections like ¾” NPT and 1” Tri-clamp allowing operators to replace an existing temperature sensor in their process line with SRV/SRD giving highly valuable and actionable process fluid information like viscosity besides an accurate measurement of temperature using an in-build Pt1000 (DIN EN 60751 Class AA, A, B available).
Environment friendly
Reduce the use of VOC (volatile organic compounds) in your process reducing the energy required to recover it or disposal costs. Manufacture smart while saving costs, ensuring high quality and protecting the environment.
Electronics built to fit your needs
Available in both an explosion-proof transmitter housing and a small-form factor DIN rail mount, the sensor electronics enables easy integration into process pipelines and inside equipment cabinets of machines.


Easy to integrate
Multiple Analog and digital communication methods implemented in the sensor electronics makes connecting to industrial PLC and control systems straightforward and simple.

3A & EHEDG Food Compliant
Industries like Food and Beverage or Pharmaceutical need to follow specific requirements in their production lines so the quality of end products is preserved. As part of the requirements, all equipment included in the production needs to be designed following national or international hygienic standards, so that proper cleaning and sanitizing are achieved.
Multiple organizations develop standards for sanitary and hygienic design in the industry. For example, EHEDG and 3-A are well-known organizations that share the same purpose, to provide and standardize requirements for hygienic design, but differ in content, how certification is granted and the location where they are mainly used.
Implementation
Directly install the sensor to your process stream to do real time viscosity and density measurements. No by-pass line is required: the sensor can be immersed in-line. Flow rate and vibrations do not affect the measurement stability and accuracy. Optimize coating performance by providing repeated, consecutive, and consistent tests on the fluid.
Rheonics Instrument Selection
Rheonics designs, manufactures and markets innovative fluid sensing and monitoring systems. Precision built in Switzerland, Rheonics’ in-line viscometers and density meters have the sensitivity demanded by the application and the reliability needed to survive in a harsh operating environment. Stable results – even under adverse flow conditions. No effect of pressure drop or flow rate. It is equally well suited to quality control measurements in the laboratory. No need to change any component or parameter to measure across full range.
Suggested product(s) for the Application
- Wide viscosity range – monitor the complete process
- Repeatable measurements in both Newtonian and non-Newtonian fluids, single phase and multi-phase fluids
- Hermetically sealed, all stainless steel 316L wetted parts
- Built in fluid temperature measurement
- Compact form-factor for simple installation in existing process lines
- Easy to clean, no maintenance or re-configurations needed



